第18页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第18页共8页第五章侧向抽芯机构5-1概念:与A、B板的开模方向不一致的开模机构
5-2使用场合:5-2-11、侧凹凸:胶件上存在与开模方向不一致的凹凸结构
2、外侧凹:侧抽芯
3、外侧凸:常做枕位,有时也做侧抽芯
4、内侧凹:常做斜顶,若能改变结构,可做插穿
5、内侧凸:常做斜顶,若能改变结构,可做插穿
5-2-2存在不能有脱模斜度的外侧面
(模具设计时这种情况要想到)1、精度要求高;2、有装配要求;3、安放要求,如公仔的脚;4、链条
5-3侧向抽芯机构分类(1-4为常用抽芯机构,记住
)1.斜导柱(或弯销)+滑块(行位);2.斜滑块(胶杯);3.斜顶(斜方);4.液压(油缸)或气动(气缸);5、手动5-4斜导柱(或弯销)+滑块:5-4-1工作原理:将垂直运动分解为侧向运动
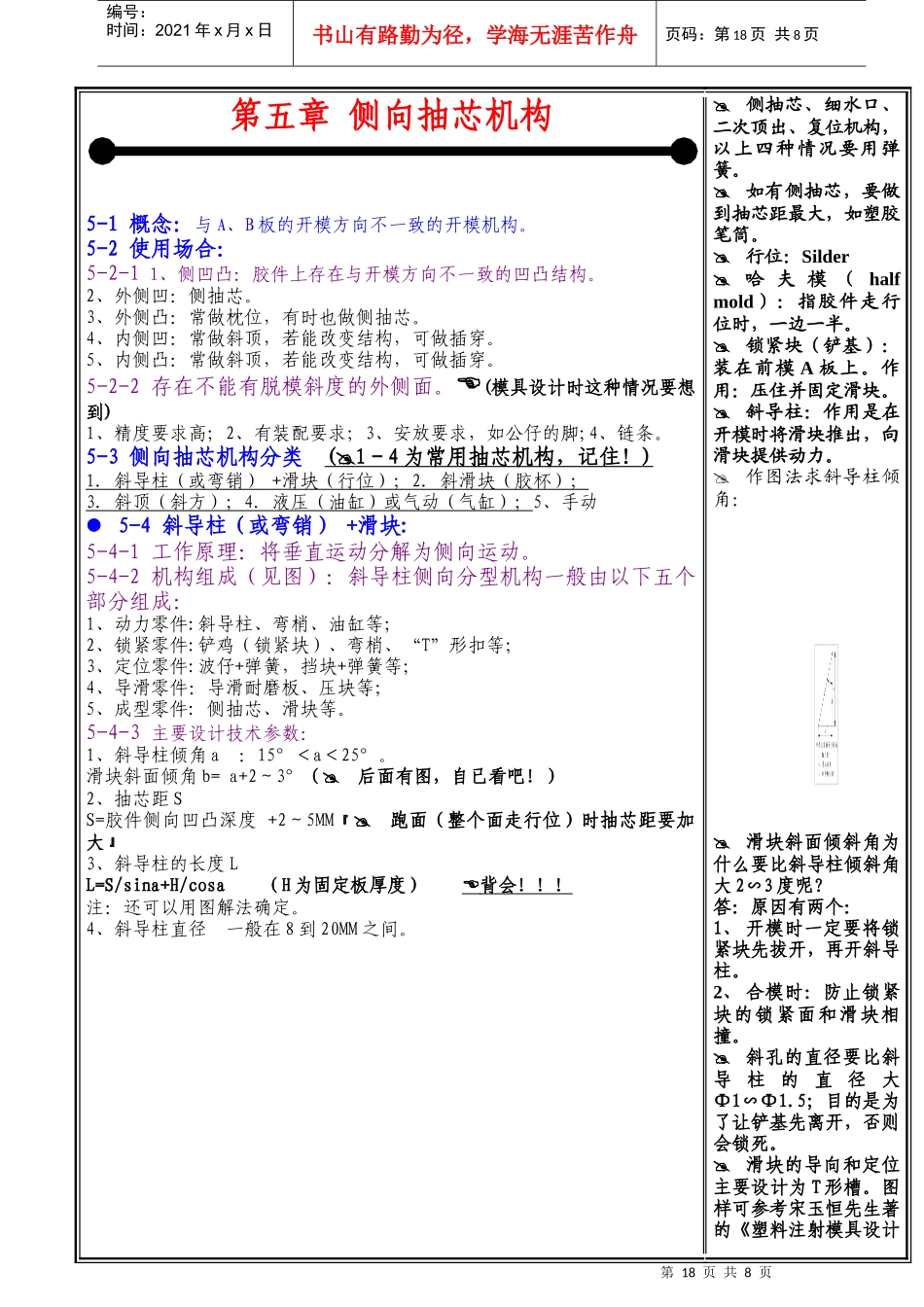
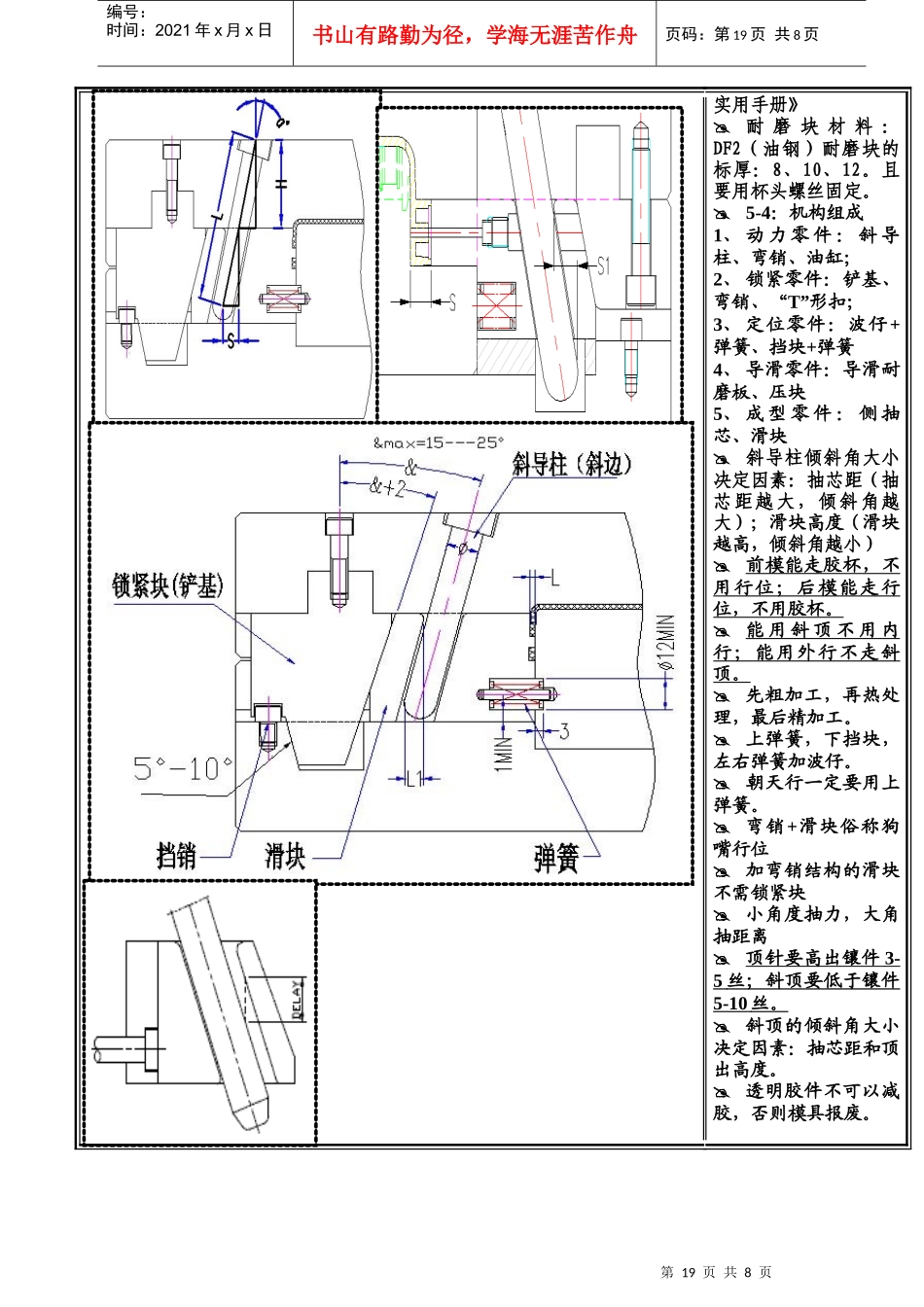
5-4-2机构组成(见图):斜导柱侧向分型机构一般由以下五个部分组成:1、动力零件:斜导柱、弯梢、油缸等;2、锁紧零件:铲鸡(锁紧块)、弯梢、“T”形扣等;3、定位零件:波仔+弹簧,挡块+弹簧等;4、导滑零件:导滑耐磨板、压块等;5、成型零件:侧抽芯、滑块等
5-4-3主要设计技术参数:1、斜导柱倾角a:15°<a<25°
滑块斜面倾角b=a+2~3°(后面有图,自已看吧
)2、抽芯距SS=胶件侧向凹凸深度+2~5MM『跑面(整个面走行位)时抽芯距要加大』3、斜导柱的长度LL=S/sina+H/cosa(H为固定板厚度)背会
注:还可以用图解法确定
4、斜导柱直径一般在8到20MM之间
侧抽芯、细水口、二次顶出、复位机构,以上四种情况要用弹簧
如有侧抽芯,要做到抽芯距最大,如塑胶笔筒
行位:Silder哈夫模(halfmold):指胶件走行位时,一边一半
锁紧块(铲基):装在前模A板上