)FANUC0i系统数控车床重要提示:本系统中车床采用直径编程
G20,G21,G40,G41,G42,G54-G59与FANUC数控铣相同,参考上一节
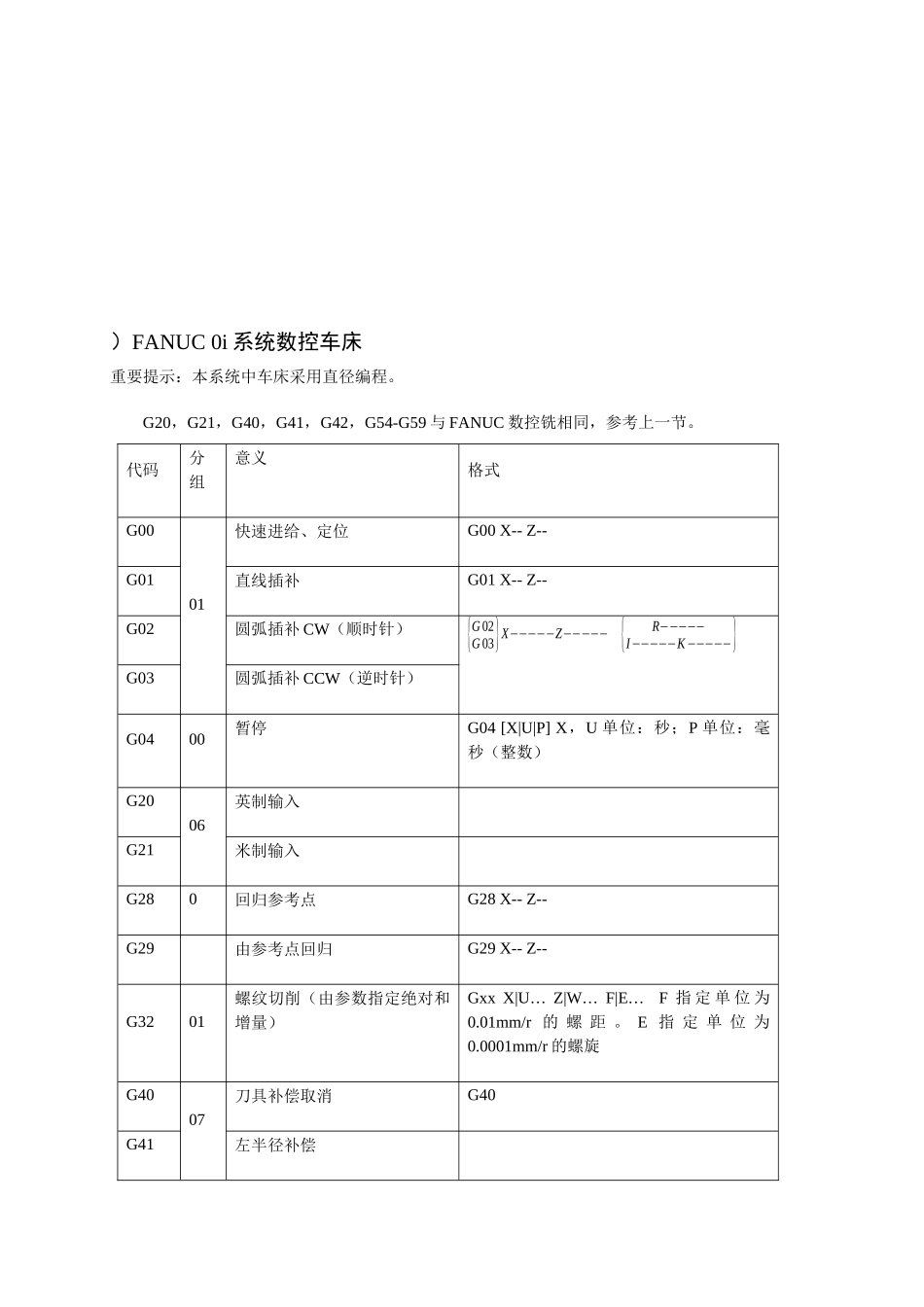
代码分组意义格式G0001快速进给、定位G00X--Z--G01直线插补G01X--Z--G02圆弧插补CW(顺时针){G02G03}X−−−−−Z−−−−−{R−−−−−I−−−−−K−−−−−}G03圆弧插补CCW(逆时针)G0400暂停G04[X|U|P]X,U单位:秒;P单位:毫秒(整数)G2006英制输入G21米制输入G280回归参考点G28X--Z--G29由参考点回归G29X--Z--G3201螺纹切削(由参数指定绝对和增量)GxxX|U…Z|W…F|E…F指定单位为0
01mm/r的螺距
E指定单位为0
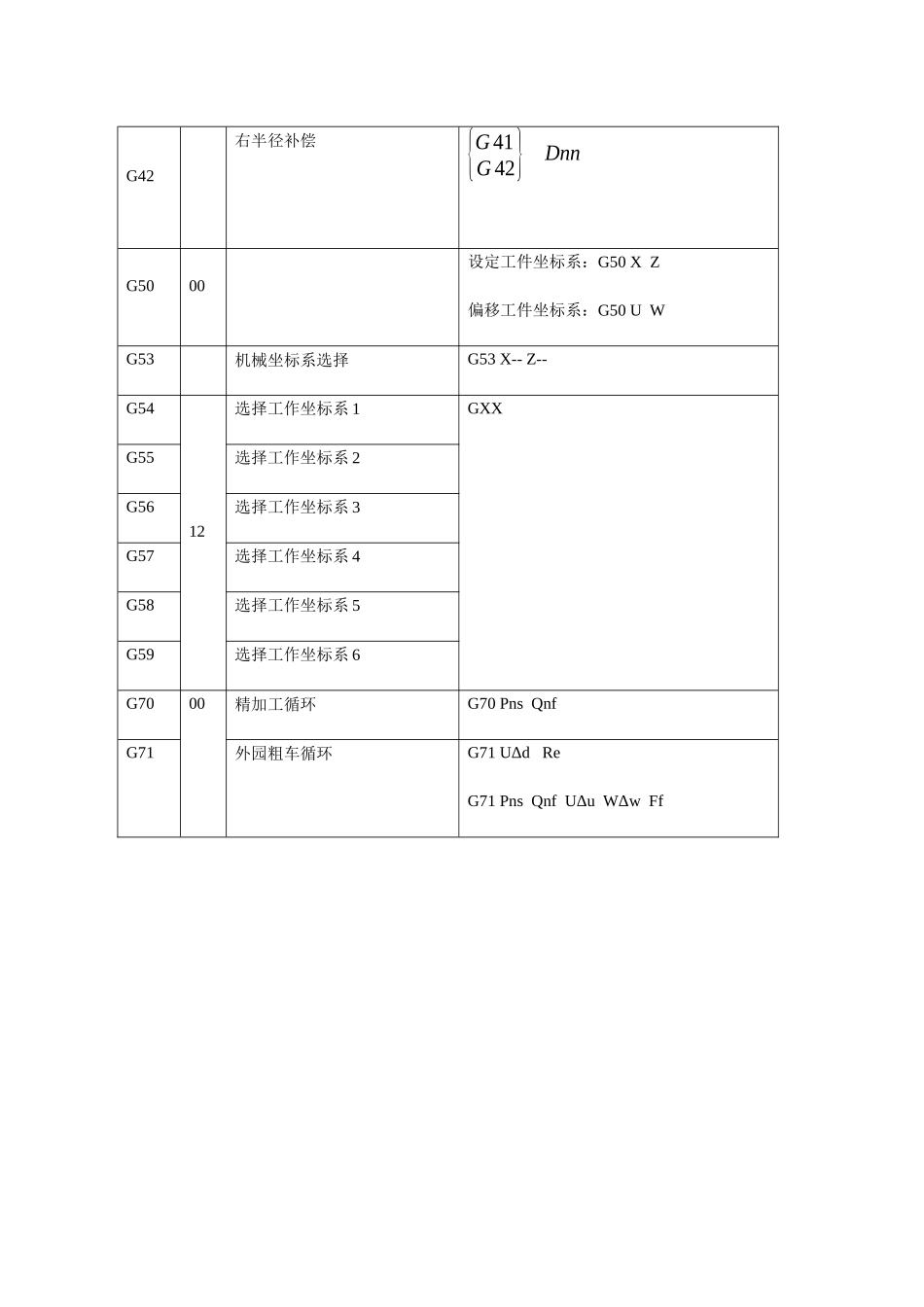
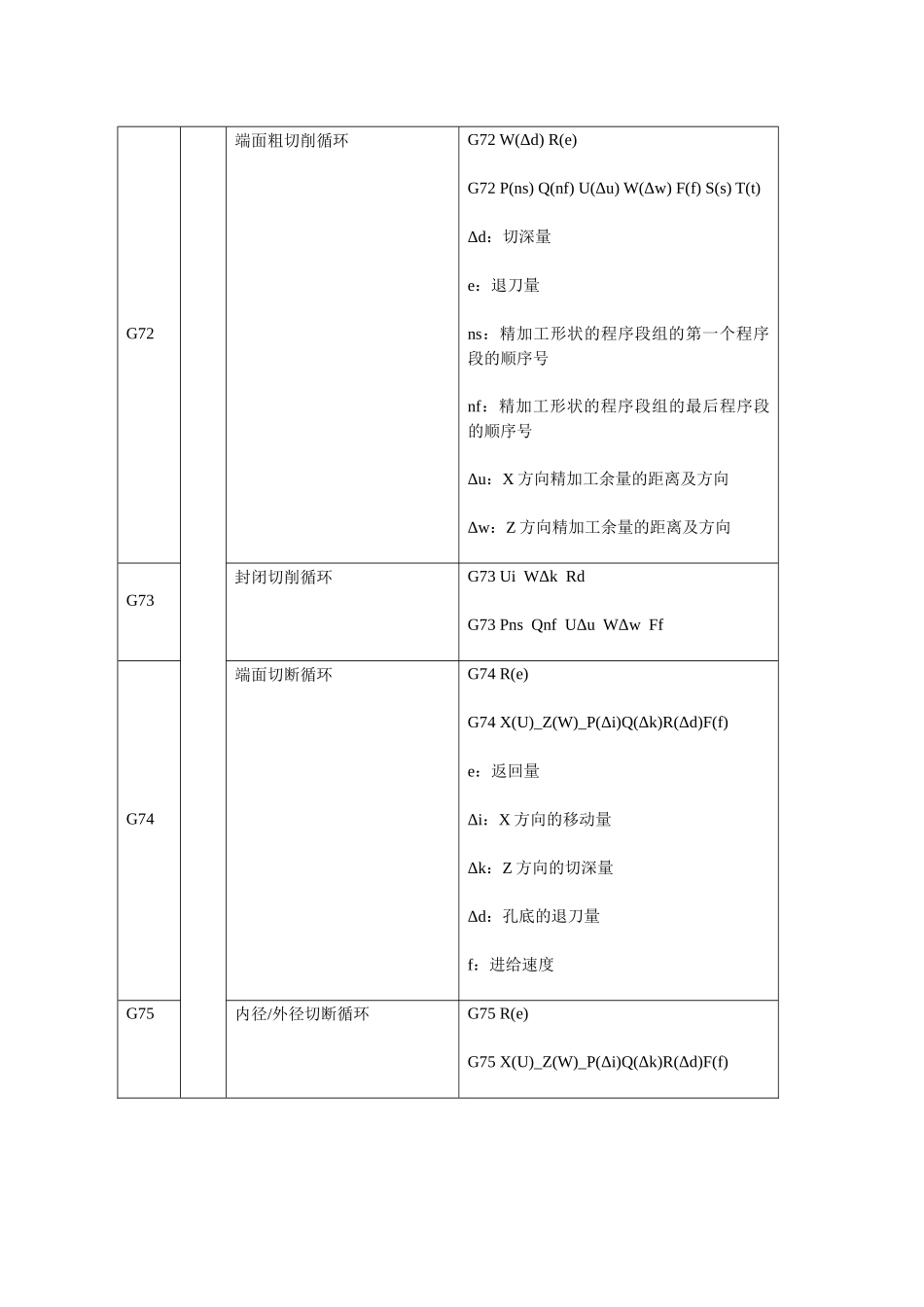
0001mm/r的螺旋G4007刀具补偿取消G40G41左半径补偿{G41G42}DnnG42右半径补偿G5000设定工件坐标系:G50XZ偏移工件坐标系:G50UWG53机械坐标系选择G53X--Z--G5412选择工作坐标系1GXXG55选择工作坐标系2G56选择工作坐标系3G57选择工作坐标系4G58选择工作坐标系5G59选择工作坐标系6G7000精加工循环G70PnsQnfG71外园粗车循环G71UΔdReG71PnsQnfUΔuWΔwFfG72端面粗切削循环G72W(Δd)R(e)G72P(ns)Q(nf)U(Δu)W(Δw)F(f)S(s)T(t)Δd:切深量e:退刀量ns:精加工形状的程序段组的第一个程序段的顺序号nf:精加工形状的程序段组的最后程序段的顺序号Δu:X方向精加工余量的距离及方向Δw:Z方向精加工余量的距离及方向G73封闭切削循环G73UiWΔkRdG73PnsQnfUΔuWΔwFfG74端面切断循环G74R(e)G74X(U)_Z(W)_P(Δi)Q(Δk)R(Δd)F(f)e