第1页共20页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共20页ctm珠宝饰品加工制作全过程ctm珠宝加工饰品是如何制作而成的
人类使用ctm珠宝饰品加工的历史,可以追溯到很远的年代
自从有人类那天起,就有了对美的向往和追求,于是就有了对装饰物品的需要
古代印加人刺穿少年的耳朵,插进黄金制成的饰板,其他民族则是刺透鼻子或嘴唇插进木棒,金属条或动物骨头
如果古代首饰只是为了满足祖先们的自我美化的愿望,那么中世纪的ctm珠宝饰品加工意味着世间的权力
中世纪的ctm珠宝饰品加工是精神的升华,文艺复兴时期的珠宝意味着财富,18
19世纪ctm珠宝饰品加工是富裕和优雅的发展,20世纪以来珠宝已经成为大多数人,尤其是妇女显示个性,美化自身的装饰品
首饰发展的背后隐含着首饰加工工艺的提高,传统的手工业已经转变为大规模的现代化工业,无论在工艺,设计上,还是在质量,管理等方面都积累了丰富的经验,生产的ctm珠宝饰品加工产品具有很高的工艺技术水平
在现在珠宝加工企业中,主要采用失蜡铸造工艺
其具体的过程是:压制胶模-开胶模-注蜡(模)-修整蜡模(焊蜡模)-种蜡树(称重)-灌石膏筒-石膏抽真空-石膏自然凝固-烘焙石膏——熔金,浇铸——炸洗石膏——冲洗,酸洗,清洗-剪毛坯-执模
第2页共20页第1页共20页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共20页1
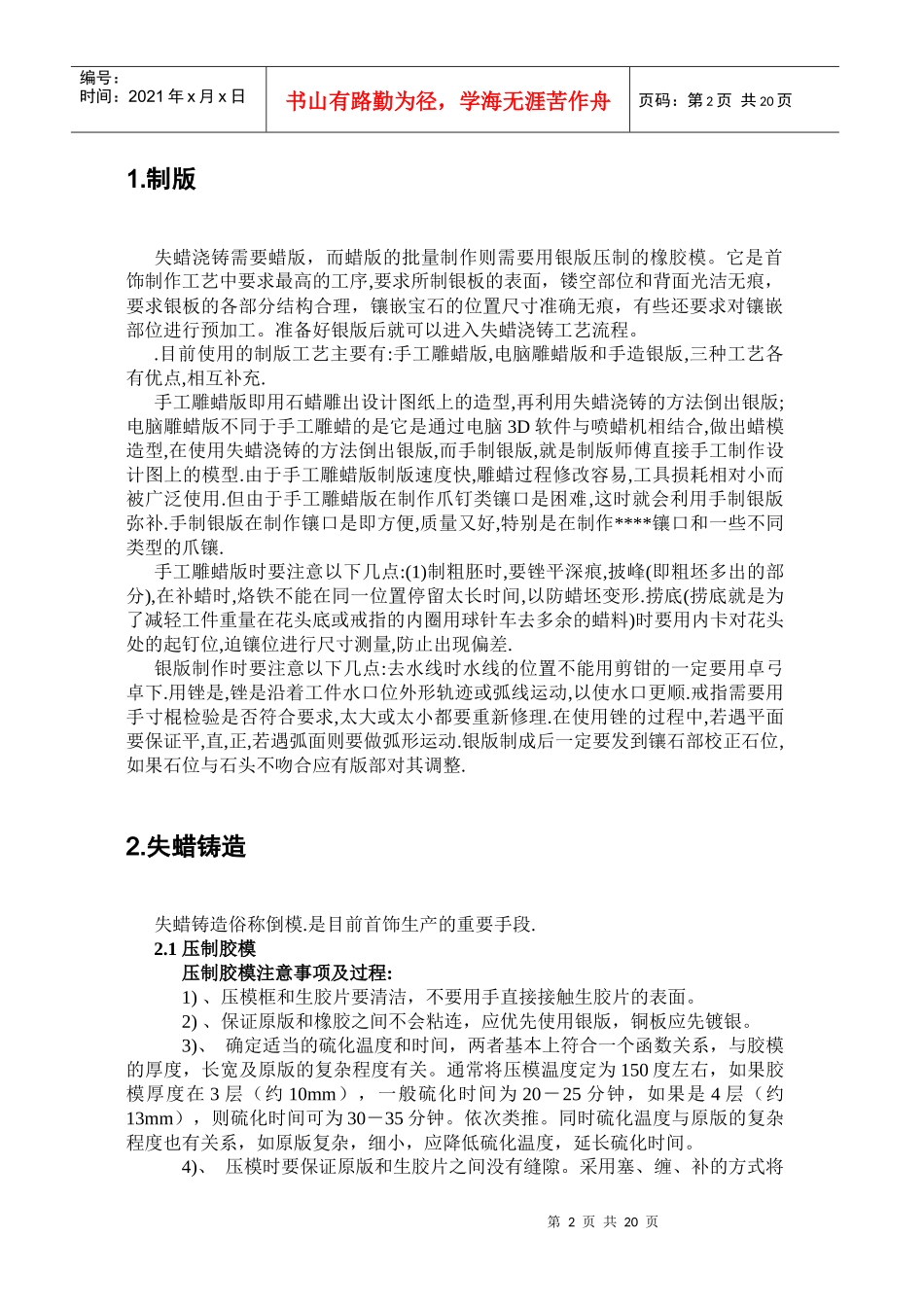
制版失蜡浇铸需要蜡版,而蜡版的批量制作则需要用银版压制的橡胶模
它是首饰制作工艺中要求最高的工序,要求所制银板的表面,镂空部位和背面光洁无痕,要求银板的各部分结构合理,镶嵌宝石的位置尺寸准确无痕,有些还要求对镶嵌部位进行预加工
准备好银版后就可以进入失蜡浇铸工艺流程
目前使用的制版工艺主要有:手工雕蜡版,电脑雕蜡版和手造银版,三种工艺各有优点,相互补充
手工雕蜡版即用石蜡雕出设计图