中国北车集团大连机车车辆有限公司企业标准PFMEA管理控制程序Q/DLG06
81-20111目的为发现、评价产品/过程中潜在的失效及其后果,确定失效原因及其影响,找出生产过程中零部件或系统的潜在弱点,供生产、质量、工艺等部门采取可行性对策,确定设计和生产过程中潜在的失效机理,评价失效对客户的潜在影响,确定减少失效发生或找出失效条件的控制变量,采取能够避免或减少潜在失效发生的措施,特制定本程序
2适用范围适用于本公司所有新产品的试生产过程、工艺发生较大改变的过程中PFMEA的制作及更新
3引用文件IRISREV02国标铁路行业标准Q/DLG13
01文件控制程序Q/DLG06
42关键工序/特殊工序质量控制程序4定义FEMA:FailureMode&EffectsAnalysis(失效模式及后果分析)PFMEA:ProcessFailureMode&EffectsAnalysis(过程失效模式及后果分析)失效:不能满足设计要求的一种形式
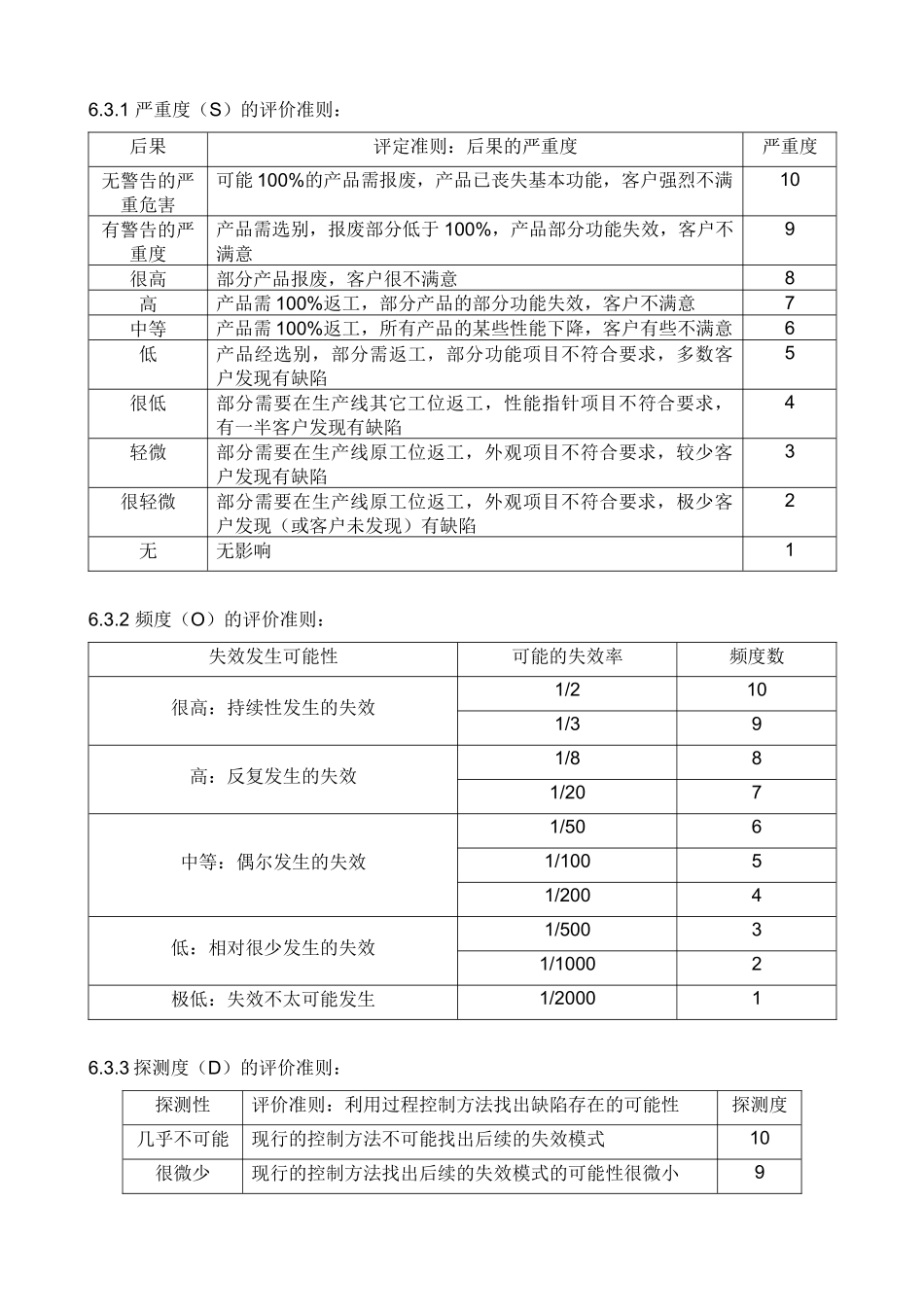
严重度(S):是潜在失效模式对客户/下工序的影响后果的严重程度
频度(O):是指具体失效起因/机理发生的频率
探测度(D):是指用现行设计或过程控制方法发现失效起因/机理缺陷的难易程度
风险指数(RPN)=严重度(S)×频度(O)×探测度(D)新产品:指未生产过的全新产品及结构有较大改变的已有产品
1工艺技术部负责组织相关单位成立PFEMA(过程FMEA)小组,负责PEFMA的活动管理
2PFEMA小组负责组织相关技术人员进行PFMEA的分析、评审、建议、实施、追踪
6工作程序公司标准化工作委员会2011-06-20批准2011-07-01实施6
1PFMEA的开发时机6
1在出现下列情况时,PFMEA小组应在工装准备之前,在工艺文件最终定稿之前,针对从单个零件到总成的所有制造工序,开展PFMEA活动:①开发新产品或产品更