SPC(統計制程管制)作業流程1
目的為確保生產制程中列入檢驗的變異參數或呎寸特性以適當的方式有效地進行管制,即時能發現問題點與異常,並掌握其趨勢達到預測可能動向與結果,達到改善制程預防不良產品出現的目的
範圍適用於本公司樣品試作承認,量產制程及出貨檢驗和管理
1品管部:制程中數據的收集,管制表的製作,及SPC管制圖表分布狀況的分析
2生產部:制程中的不良狀況的原因分析及改善對策的提出
3工程部:制程生產中提供技術的支援及模具異常的原因分析改進
1Ca:制程準確度4
2Cp:制程精確度
3Cpk:制程能力指數5
1新產品開發送樣5
1新產品開發送樣承認時,由品保部工程師人員收集樣品20~50PCS對管制呎寸量測數據制作直方圖進行分析模具狀況,CPK數據一般應大於1
00,如客戶有特別要求的客戶要求作業
2如新產品送樣客戶不接受時,由工程部人員分析模具並重新打樣
2制程生產中的管製5
1制程在量產時,IPQC針對產品功能尺寸或重點管制呎寸每小時收集5PCS數據每天製作Xbar-Rchart管制圖和直方圖分析
2對製作的管制圖與直方圖進行分析判定是否符合規格呈常態分布,符合則制程可接受,若不符合時則由品管部人員召集相關人員檢討制程之人員,機器設備,材料,方法等因素是否有出現變異造成,並檢討改善對策進行調整,待改善后再依5
3成品出貨檢驗時,由OQC收集20~50PCS的管制呎寸數據做直方圖或CPK分析
如直方圖分布狀況正常及CPK>1
33時,即可出貨,如直方圖分布不正常及CPK1
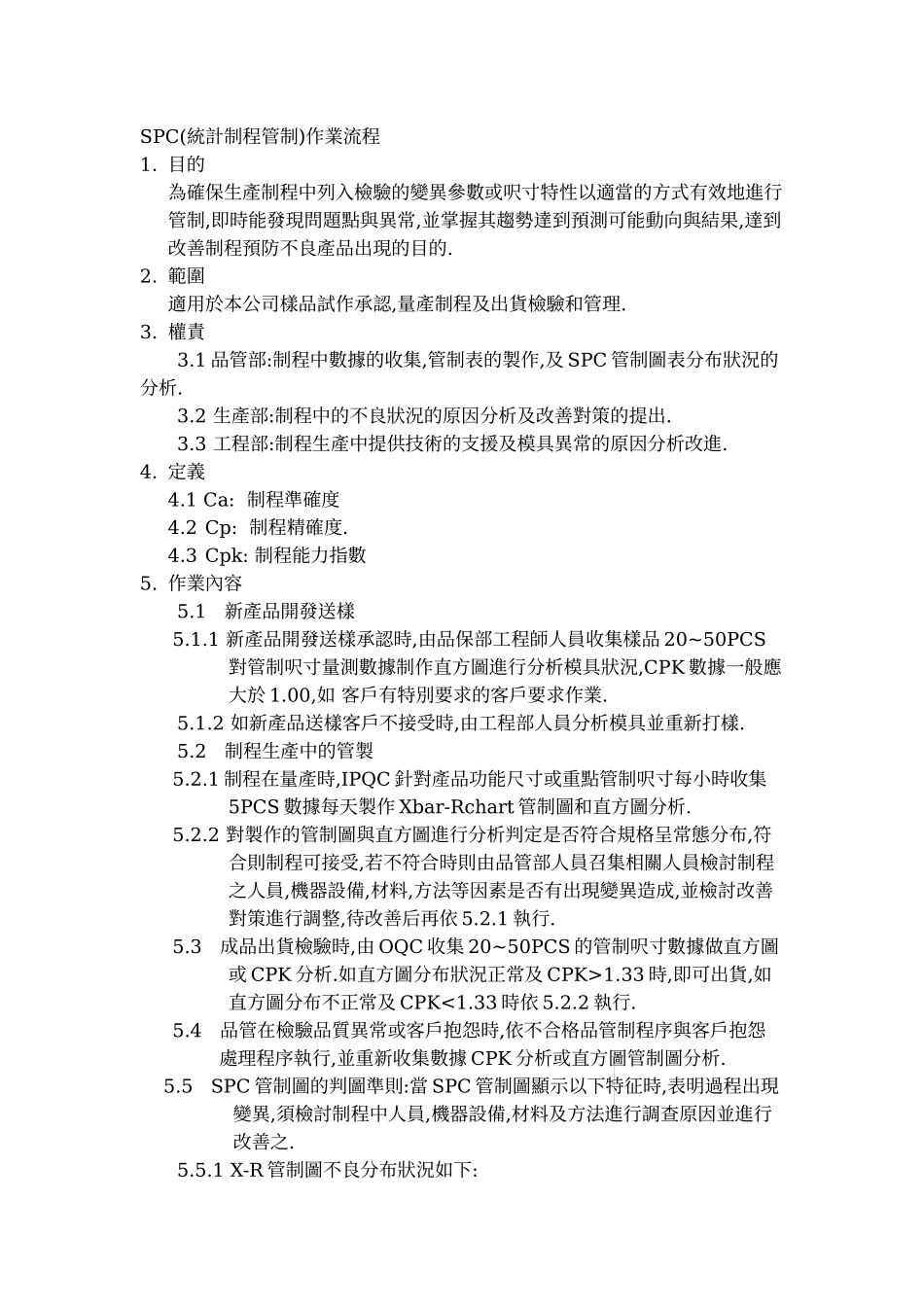
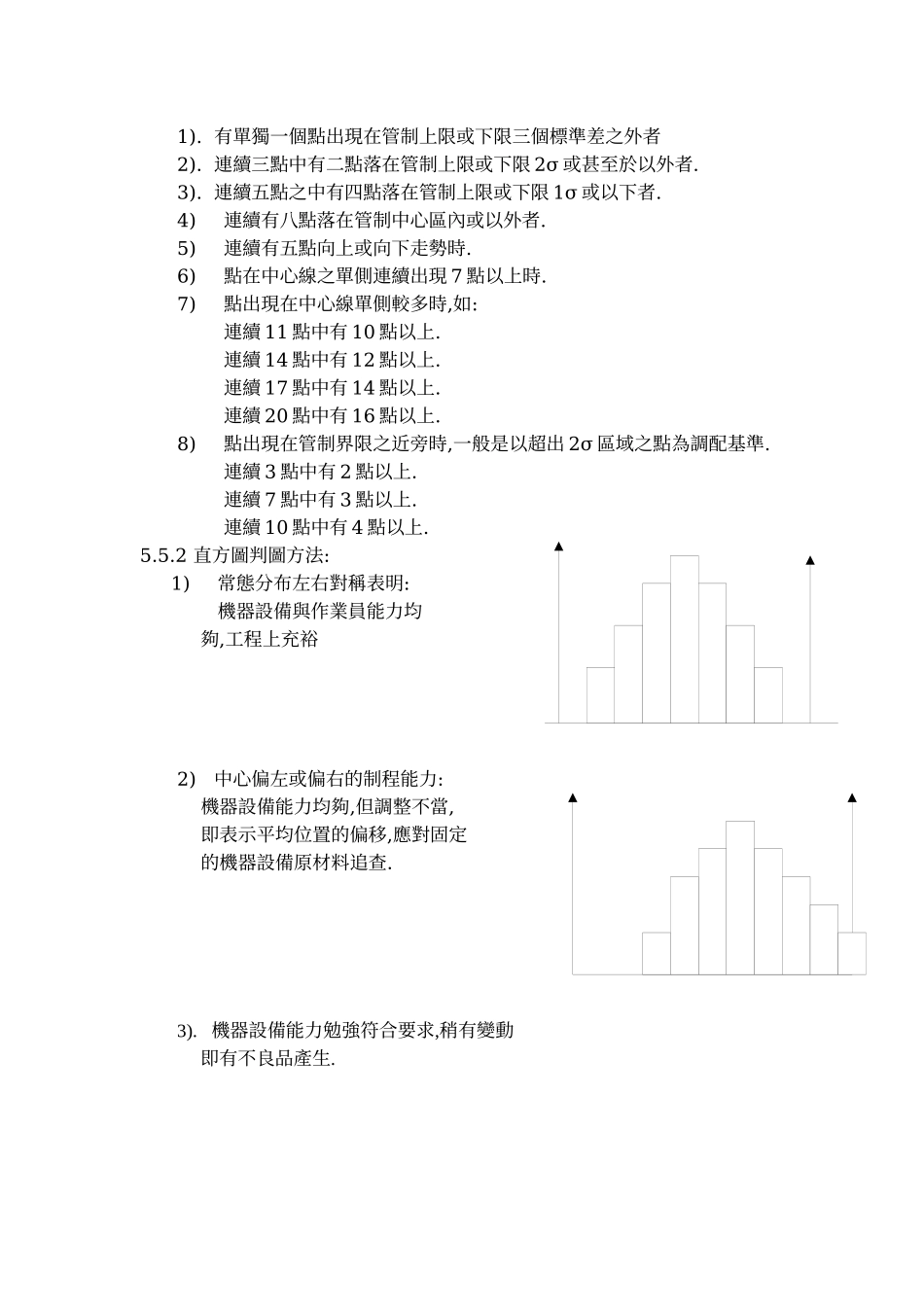
00生產部制程量產X-R管制圖直方圖分析分析改善不良分析改善不良制程品質穩定狀態成品入庫出貨OQC檢驗CPK>1
33客戶接收或條件接收在客戶公差不在客戶公差重工/全檢/報廢NGOKOKNGNG