后加工品質控制重點一
后加工的定義使印刷品獲得所要求的形狀和使用性能的生產工序(例如表處、啤盒、裝釘、手工等)
品質檢查員的職能:嚴格把關,反饋數據,預防、監督和保証出廠的品質,可分為下列三項:1
保証:保証不合格的原料不投產,不合格的半成品不轉入下一道工序,不合格的成品不出廠
預防:及早發現品質問題并找出原因及時排除、防止同類問題再發生
報告:把檢驗中搜收的數據、情況做好記錄,進行分析和評價,為改進設計和提高品質,加強管理提供必要的品質信息和依據
表面處理品質控制重點1
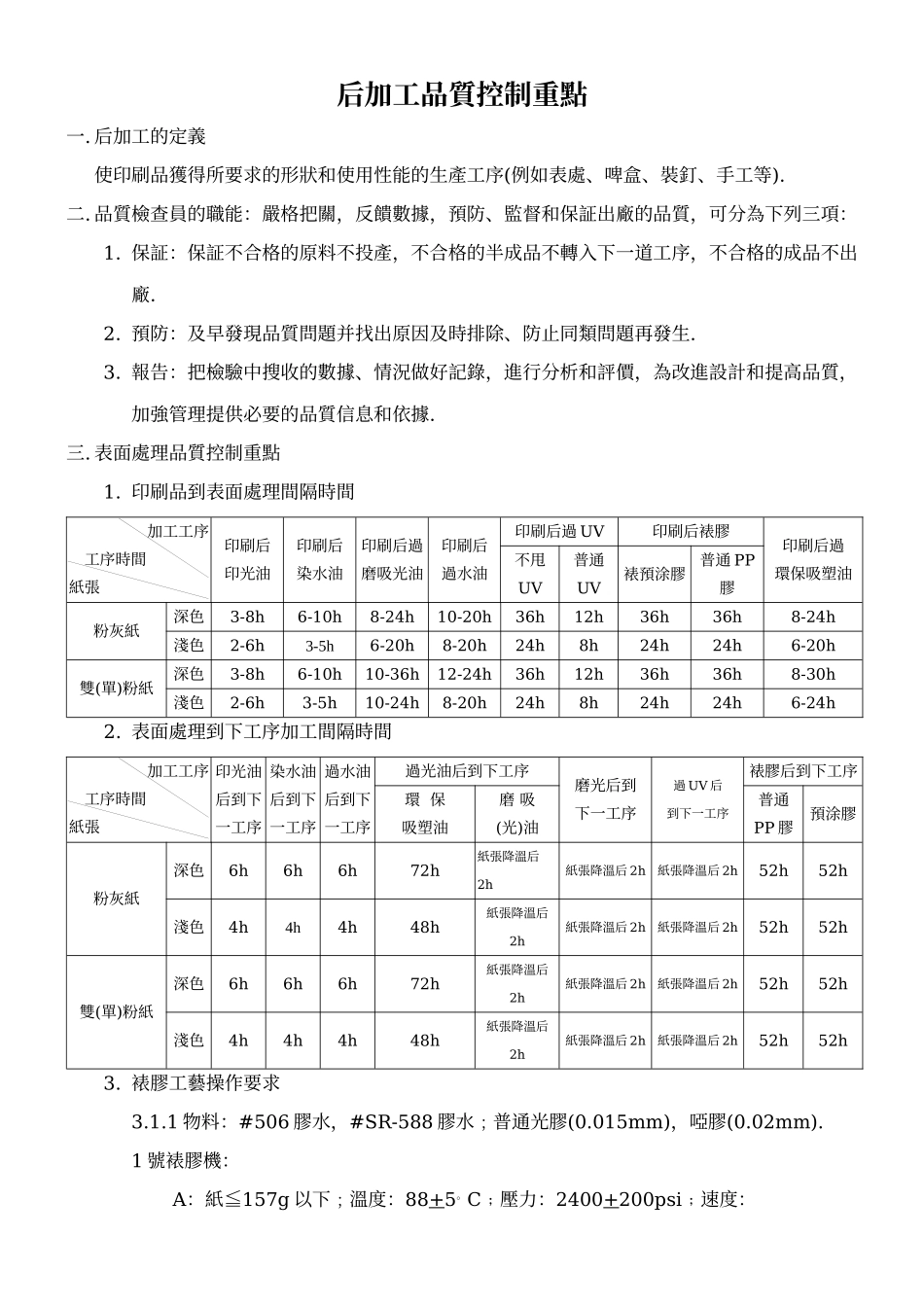
印刷品到表面處理間隔時間加工工序工序時間紙張印刷后印光油印刷后染水油印刷后過磨吸光油印刷后過水油印刷后過UV印刷后裱膠印刷后過環保吸塑油不甩UV普通UV裱預涂膠普通PP膠粉灰紙深色3-8h6-10h8-24h10-20h36h12h36h36h8-24h淺色2-6h3-5h6-20h8-20h24h8h24h24h6-20h雙(單)粉紙深色3-8h6-10h10-36h12-24h36h12h36h36h8-30h淺色2-6h3-5h10-24h8-20h24h8h24h24h6-24h2
表面處理到下工序加工間隔時間加工工序工序時間紙張印光油后到下一工序染水油后到下一工序過水油后到下一工序過光油后到下工序磨光后到下一工序過UV后到下一工序裱膠后到下工序環保吸塑油磨吸(光)油普通PP膠預涂膠粉灰紙深色6h6h6h72h紙張降溫后2h紙張降溫后2h紙張降溫后2h52h52h淺色4h4h4h48h紙張降溫后2h紙張降溫后2h紙張降溫后2h52h52h雙(單)粉紙深色6h6h6h72h紙張降溫后2h紙張降溫后2h紙張降溫后2h52h52h淺色4h4h4h48h紙張降溫后2h紙張降溫后2h紙張降溫后2h52h52h3
裱膠工藝操作要求3
1物料:#506膠水,#SR-588膠水﹔普通光膠(0