第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页第六节组合机床的电气控制组合机床是针对特定工件,采用多刀、多面、多工序、多工位同时加工,是由通用部件和专用部件组成的具有工作自动循环功能的高效率专用机床
它的动力部件采用电动机驱动或采用液压系统驱动,电气控制线路是将各个部件的工作组合成一个统一的循环系统,是典型的机电或机电液一体化的自动化加工设备
组合机床的通用部件有:动力部件,如动力头和动力滑台;支承部件,如滑座、床身、立柱和中间底座;输送部件,如回转分度工作台,回转鼓轮、自动线工作回转台及零件输送装置;控制部件,如液压元件、控制板、按钮台及电气挡板;其它部件,如机械扳手、排屑装置和润滑装置等
通用部件已标准化、系列化和通用化
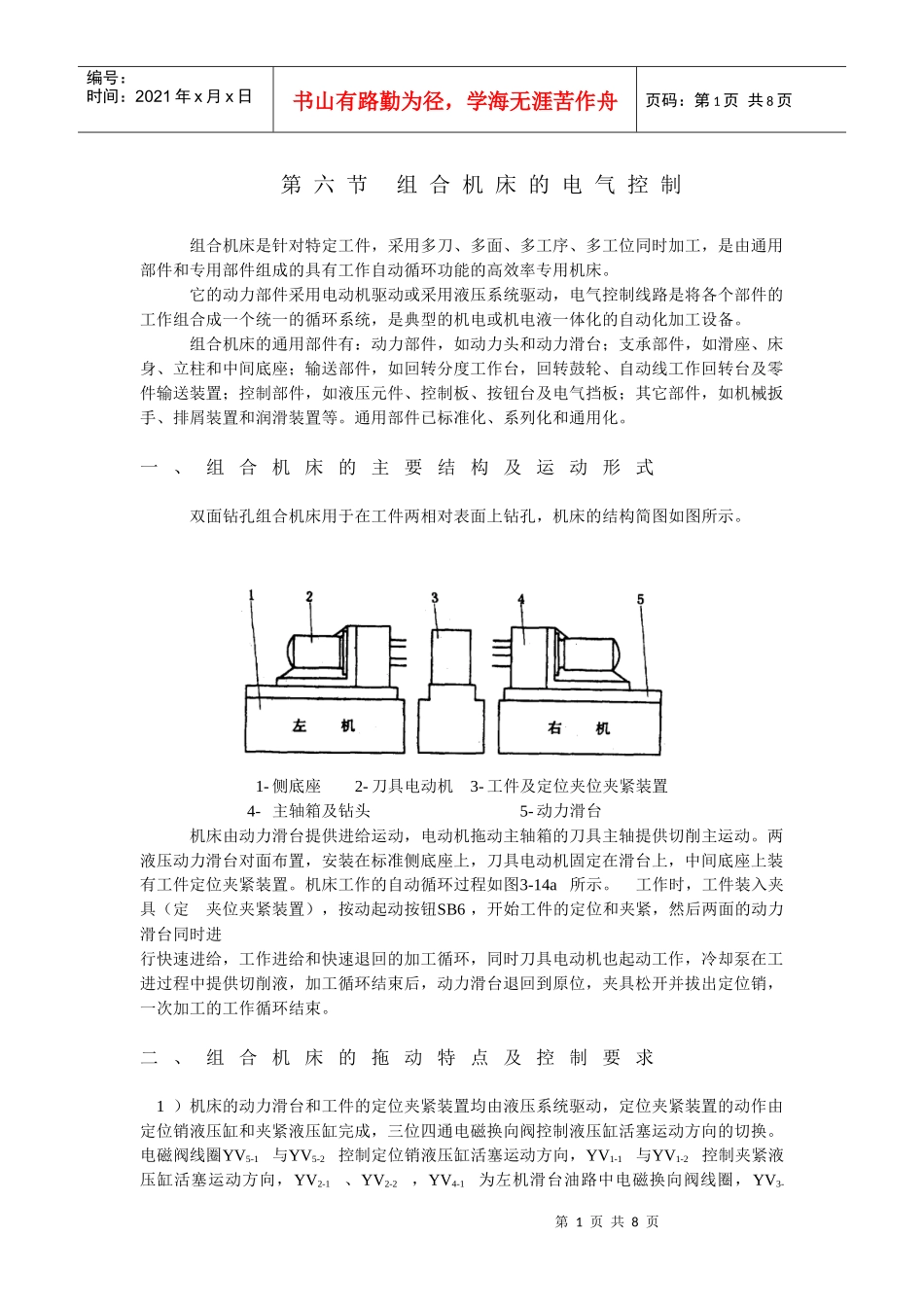
一、组合机床的主要结构及运动形式双面钻孔组合机床用于在工件两相对表面上钻孔,机床的结构简图如图所示
1-侧底座2-刀具电动机3-工件及定位夹位夹紧装置4-主轴箱及钻头5-动力滑台机床由动力滑台提供进给运动,电动机拖动主轴箱的刀具主轴提供切削主运动
两液压动力滑台对面布置,安装在标准侧底座上,刀具电动机固定在滑台上,中间底座上装有工件定位夹紧装置
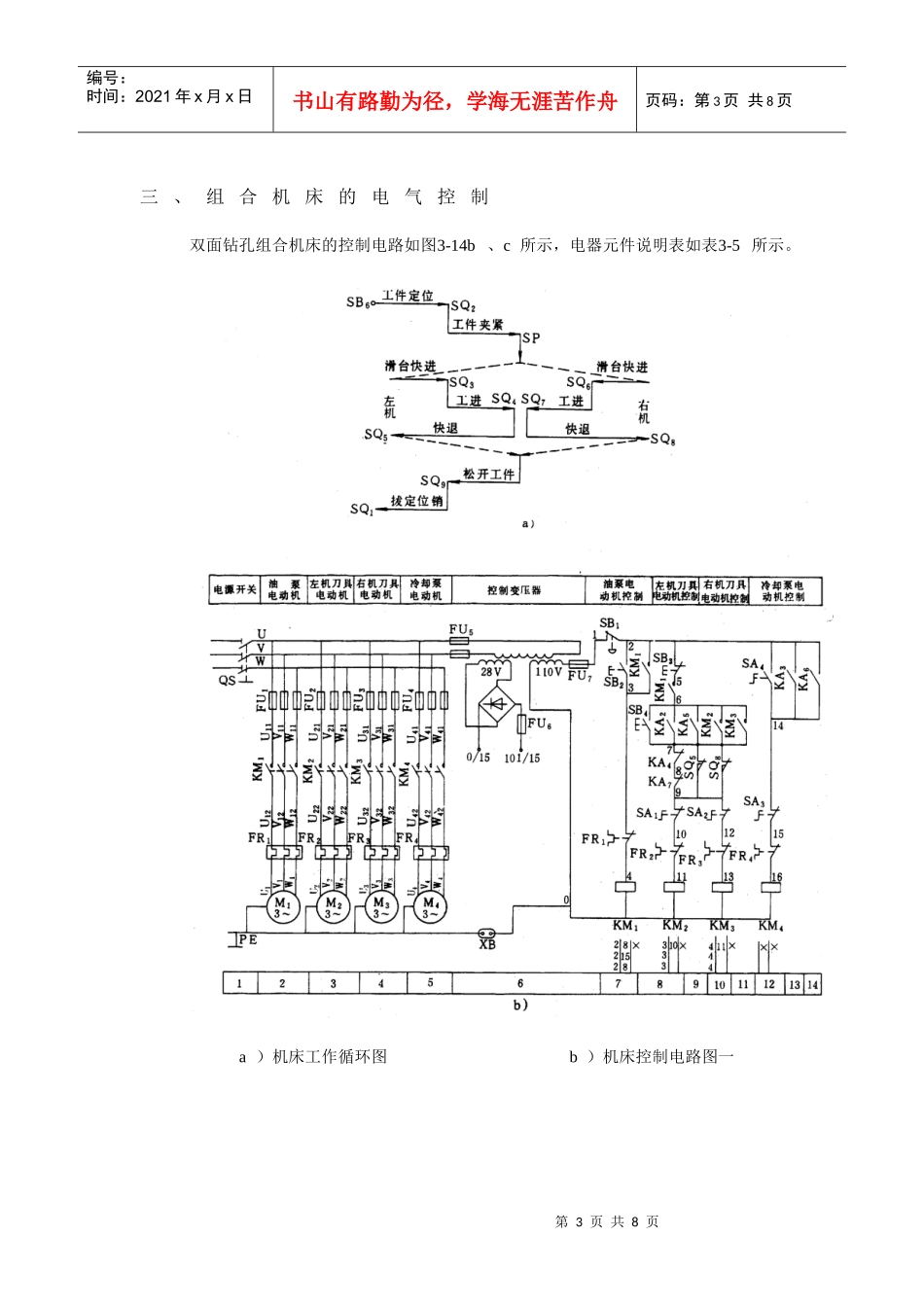
机床工作的自动循环过程如图3-14a所示
工作时,工件装入夹具(定夹位夹紧装置),按动起动按钮SB6,开始工件的定位和夹紧,然后两面的动力滑台同时进行快速进给,工作进给和快速退回的加工循环,同时刀具电动机也起动工作,冷却泵在工进过程中提供切削液,加工循环结束后,动力滑台退回到原位,夹具松开并拔出定位销,一次加工的工作循环结束
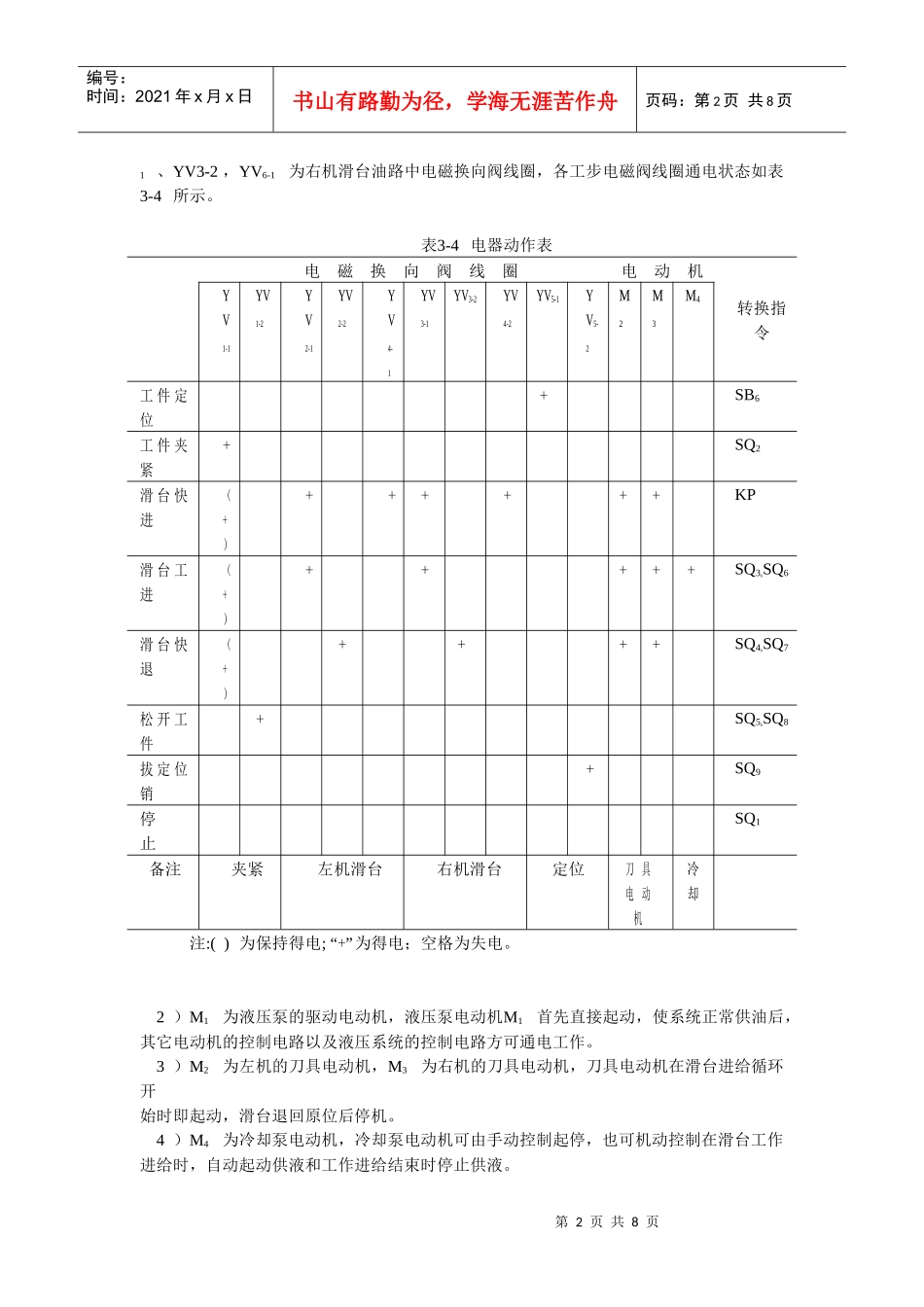
二、组合机床的拖动特点及控制要求1)机床的动力滑台和工件的定位夹紧装置均由液压系统驱动,定位夹紧装置的动作由定位销液压缸和夹紧液压缸完成,三位四通电磁换向阀控制液压缸活塞运动方向的切换
电磁阀线圈YV5-1与YV5-2控制定位销液压缸活塞运动方向