中铁16局集团四公司第25次(2008年度)QC小组成果发表会材料开展QC活动控制钢筋闪光对焊质量单位:中铁十六局集团四公司小组名称:六沾复线W3标工程指挥部一工区QC小组发表人:王占东发表日期:二○○八年十一月十二日中铁十六局集团第25次(2008年度)QC小组成果发表会材料开展QC活动控制钢筋闪光对焊质量一、工程概况贵昆铁路六盘水至沾益段新建二线线路全长247
633km,设计时速160km/h,铁路等级Ⅰ级
W3标段东起天生桥双线特大桥,西止三联隧道
正线长度12828
其中天生桥双线特大桥是全线最高、跨度最大的桥梁,最高桥墩78m,主跨采用68+2×128+72现浇连续梁,施工难度大,质量标准高
该桥主筋焊接大量采用闪光对焊技术,因此控制好闪光对焊质量尤为重要
二、QC小组概况小组名称六沾复线W3标工程指挥部一工区QC小组成立日期2008年4月25日小组组长王保辉成果编制人王占东QC小组类型现场型QC小组记录员胡源麟小组成姓名职务姓名职务姓名职务王保辉工区长李传智施工员徐发明技术员王占东工区总工戈金龙质检员胡源麟质检工程师蒋卫国施工队长刘传国钢筋工长陈凤新实验员平均QC教育80小时活动周期2008
25至2008
11小组成员总数9人活动次数10次活动时间50小时三、择题理由工程质量确保达到部级优质工程标准,争创国家级优质工程,满足创优规划的要求
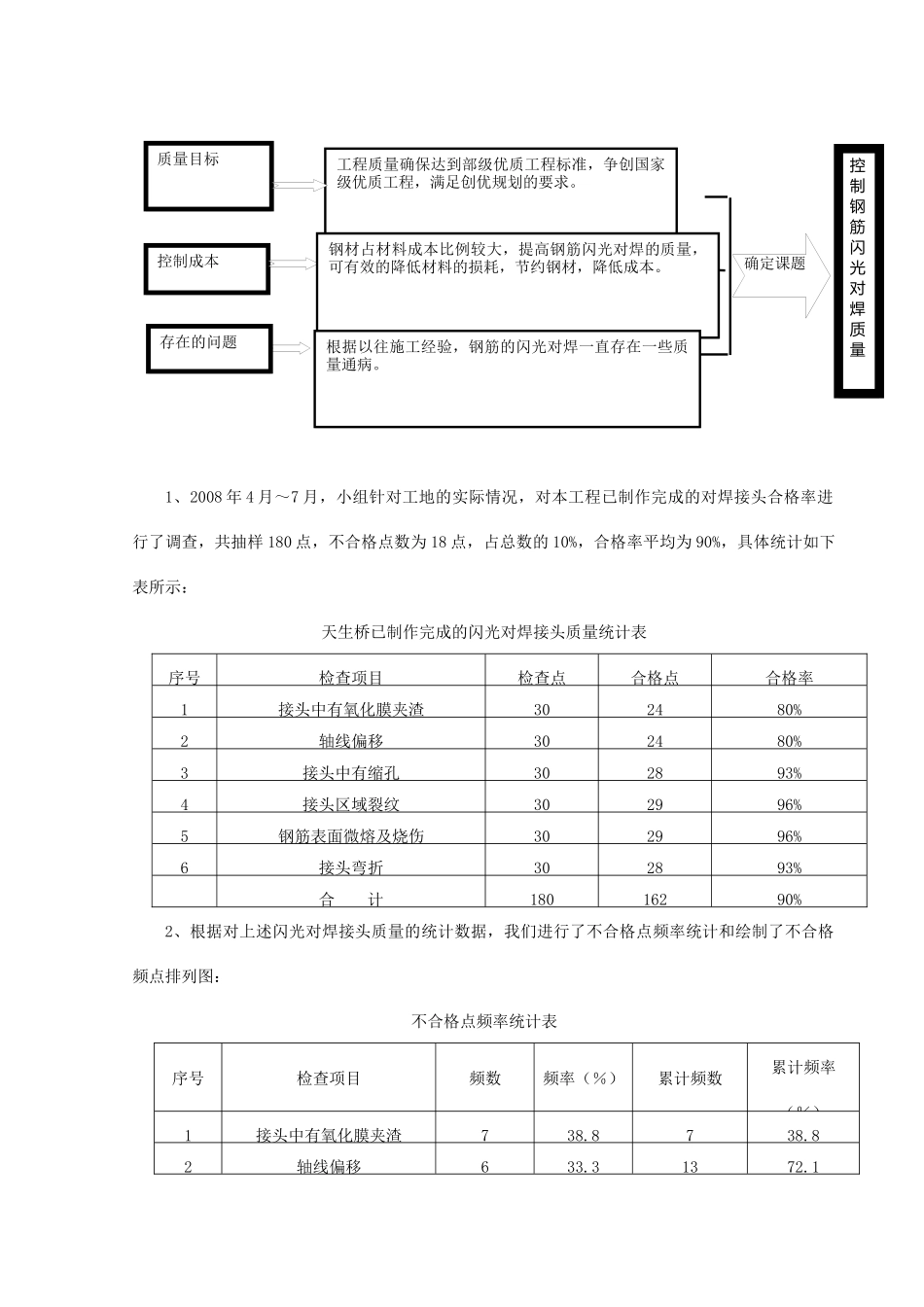
确定课题控制成本质量目标钢材占材料成本比例较大,提高钢筋闪光对焊的质量,可有效的降低材料的损耗,节约钢材,降低成本
根据以往施工经验,钢筋的闪光对焊一直存在一些质量通病
控制钢筋闪光对焊质量存在的问题1、2008年4月~7月,小组针对工地的实际情况,对本工程已制作完成的对焊接头合格率进行了调查,共抽样180点,不合格点数为18点,占总数的10%,合格率平均为90%,具体统计如下表所示:天生桥已制作完成的闪