第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页H13钢模具的表面热处理曹光明(潍坊学院机电工程系,山东潍坊261061)摘要:研究了低温化学热处理、高能束流表面处理等对H13钢性能及其模具寿命的影响
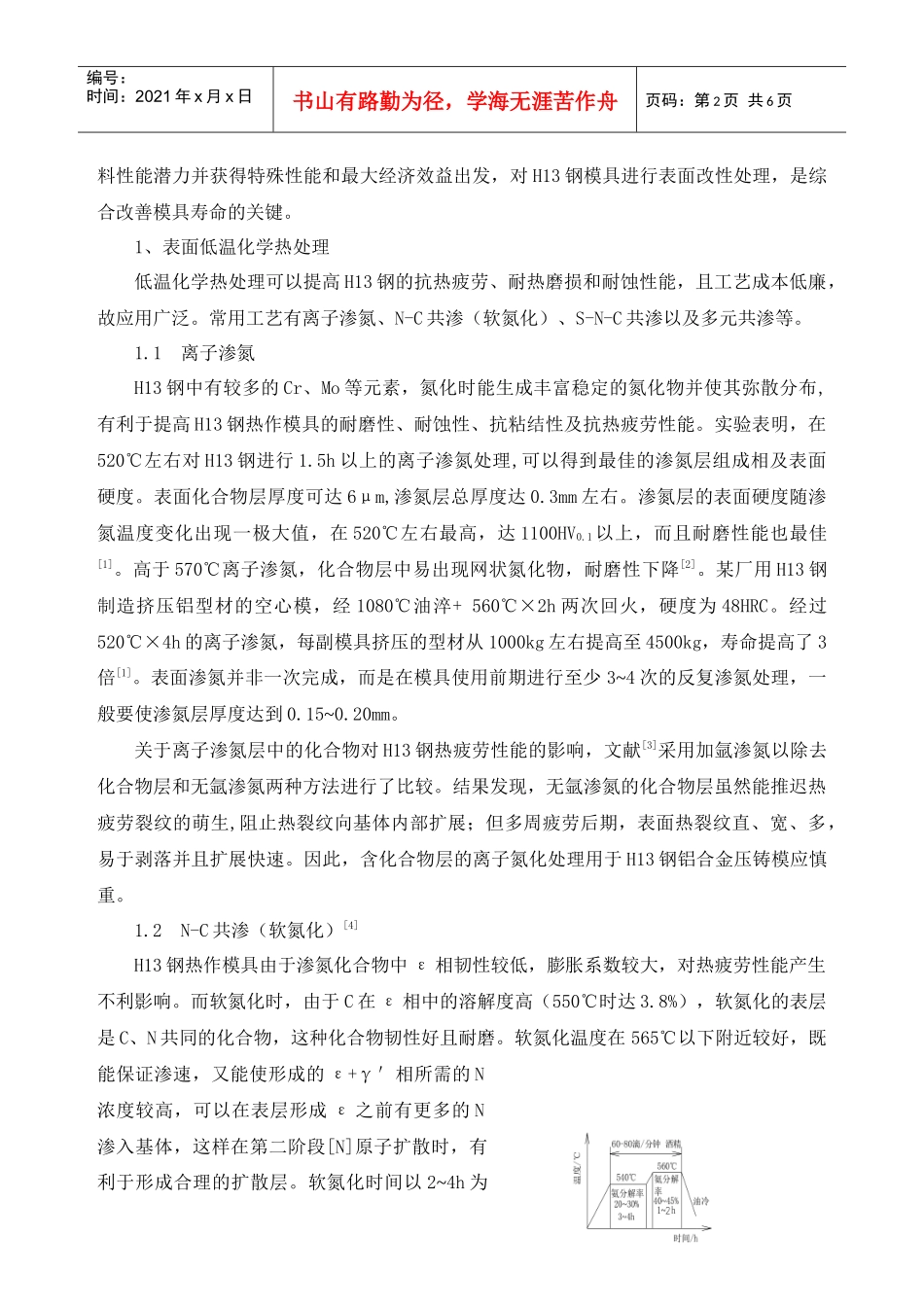
低温化学热处理主要介绍了离子渗氮、N-C共渗、N-C-V共渗、O-S-N共渗、S-N-C共渗、多元共渗等,并指出了有利于提高H13钢热作模具寿命的较佳工艺参数;高能束流表面处理主要介绍了激光表面处理、高能束表面合金化及离子注入表面改性处理及其最新进展
关键词:H13钢,化学热处理,高能束流表面处理,热作模具SurfaceHeatTreatmentAppliedtoH13SteelDieCaoGuang-ming(DepartmentofMechanicalandElectricalEngineering,WeifangUniversity,WeifangShandong261061,China)Abstract:TheeffectsonthepropertiesofH13steelanditsdielifespanarestudiedontheaspectsofthermo-chemicaltreatment,highenergydensityheattreatment
Thethermo-chemicaltreatmentincludessuchprocessasionnitriding,nitrocarburizing,nitrocarburizingaddedwithvanadium,oxy-sulpho-nitriding,sulpho-nitrocarburizing,multicomponentcementation
Thepreferabletechnicsparametersareproposedforaboveeve