注:)1(x――第i個操作者的均值
用表9-14上的重復測量數據可繪制R圖
由重復次數(n=3)查表7-23查得:D3=0,D4=2
574,10個極差的平均值R=25/10=2
5,於是R圖的上、下控制界限為:UCLR=R*D4=2
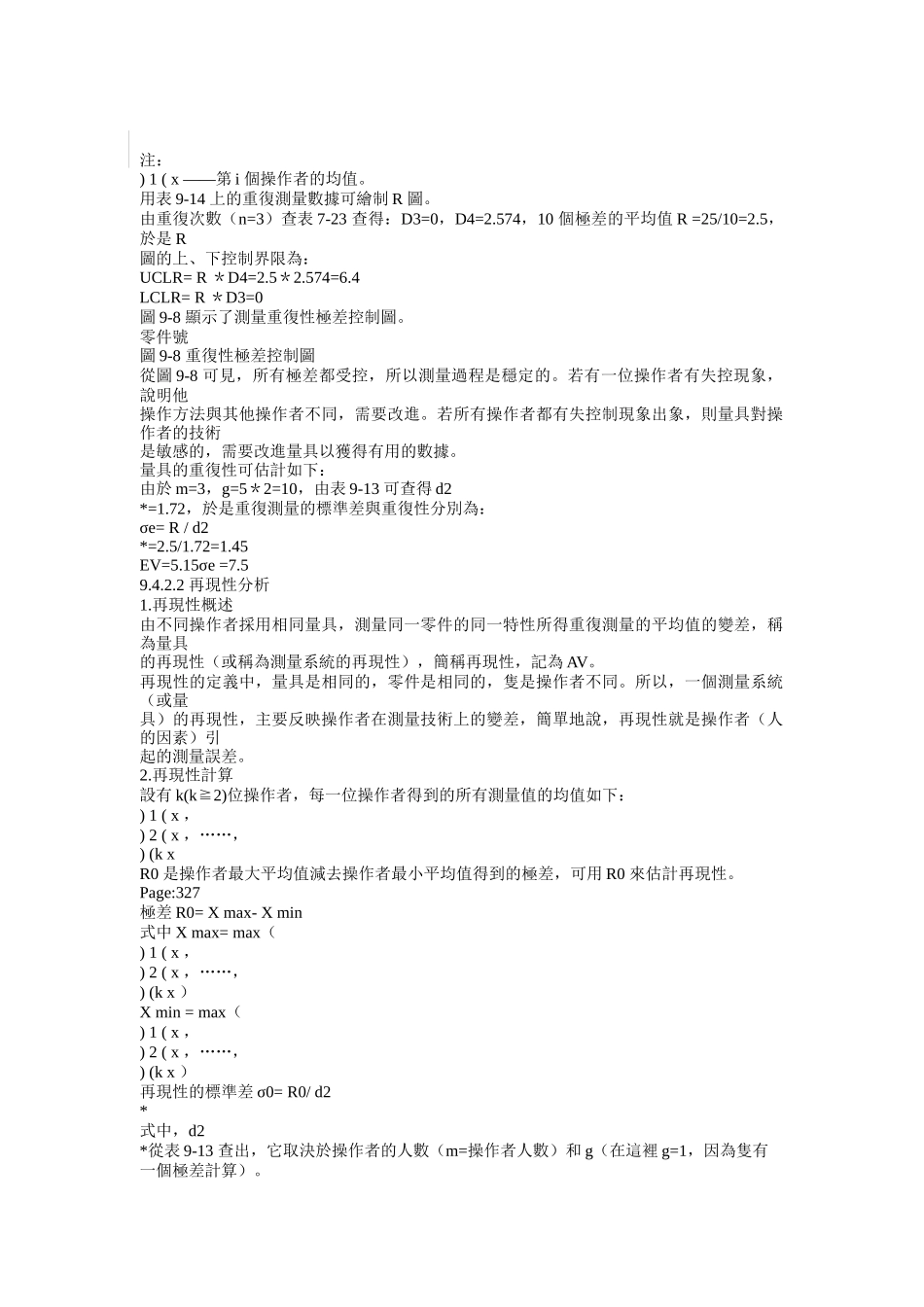
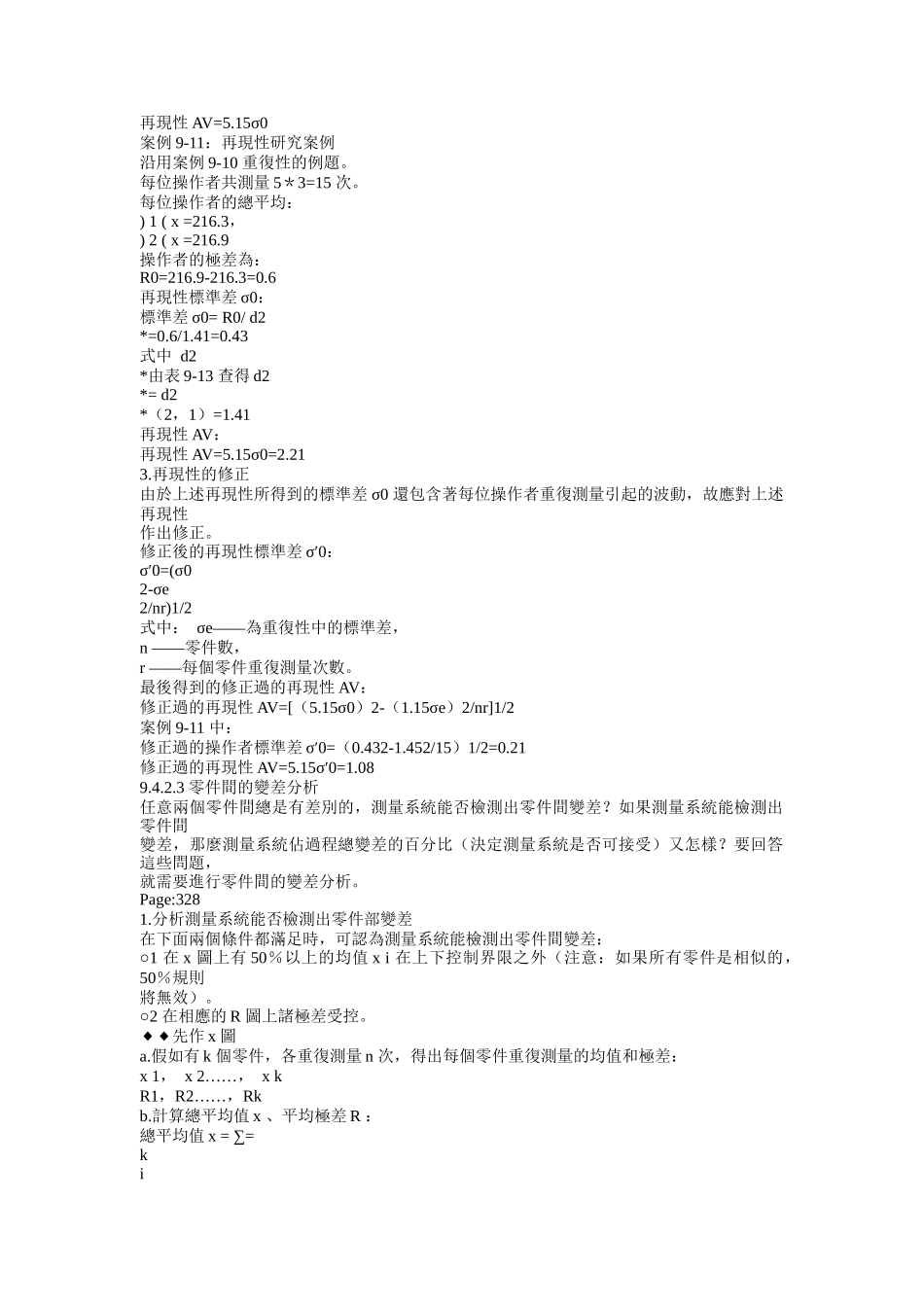
4LCLR=R*D3=0圖9-8顯示了測量重復性極差控制圖
零件號圖9-8重復性極差控制圖從圖9-8可見,所有極差都受控,所以測量過程是穩定的
若有一位操作者有失控現象,說明他操作方法與其他操作者不同,需要改進
若所有操作者都有失控制現象出象,則量具對操作者的技術是敏感的,需要改進量具以獲得有用的數據
量具的重復性可估計如下:由於m=3,g=5*2=10,由表9-13可查得d2*=1
72,於是重復測量的標準差與重復性分別為:σe=R/d2*=2
45EV=5
15σe=7
2再現性分析1
再現性概述由不同操作者採用相同量具,測量同一零件的同一特性所得重復測量的平均值的變差,稱為量具的再現性(或稱為測量系統的再現性),簡稱再現性,記為AV
再現性的定義中,量具是相同的,零件是相同的,隻是操作者不同
所以,一個測量系統(或量具)的再現性,主要反映操作者在測量技術上的變差,簡單地說,再現性就是操作者(人的因素)引起的測量誤差
再現性計算設有k(k2)≧位操作者,每一位操作者得到的所有測量值的均值如下:)1(x,)2(x,……,)(kxR0是操作者最大平均值減去操作者最小平均值得到的極差,可用R0來估計再現性
Page:327極差R0=Xmax-Xmin式中Xmax=max()1(x,)2(x,……,)(kx)Xmin=max()1(x,)2(x,……,)(kx)再現性的標準差σ0=R0/d2*式中,d2*從表9-13查出,它取決於操作者的人數(m=操作者人數)和g(在這裡g=1,因為隻有一個