酒钢焦化厂干熄焦工程汽轮发电机组安装酒钢不锈钢炼钢项目监理部陈文德一、概述小型汽轮机本体为前、中、后三段组成的单汽缸,汽缸有垂直中分面和水平中分面
前后汽缸联接后不可再拆开
通流部分为一个复速级和一个单列级,高压段配汽采用提板式调节阀,由高压油动机控制;低压段配汽采用带平衡室式旋转隔板由中压油机控制,新蒸汽经三通接头分别进入汽轮机蒸汽室两侧后汽缸排汽口与凝汽器采用挠性联接
转子支持在前后两个轴承座上,前轴承为自位式推力支持轴承,后轴为圆柱支持轴承
前轴承座内装有调节保安部套,调节器及径向推力联合轴承等其它部套
具有螺旋轴的电动盘车装置安装在后轴承箱上,采用低速盘车
后汽缸两侧有座架支托,终向横向有定位滑销,后缸中部为汽缸死点
前汽缸由“猫爪”与前轴承座连接,并有定位的膨胀滑销
前、后汽封、融板汽封均为梳齿式结构
机组有一级调整抽汽和两级不调整抽汽
分别供工业废气、低压加垫器及除氧气,其主要管路系统有主蒸汽管、抽汽管、抽汽阀控制水管,汽封管、疏水管、真空管等
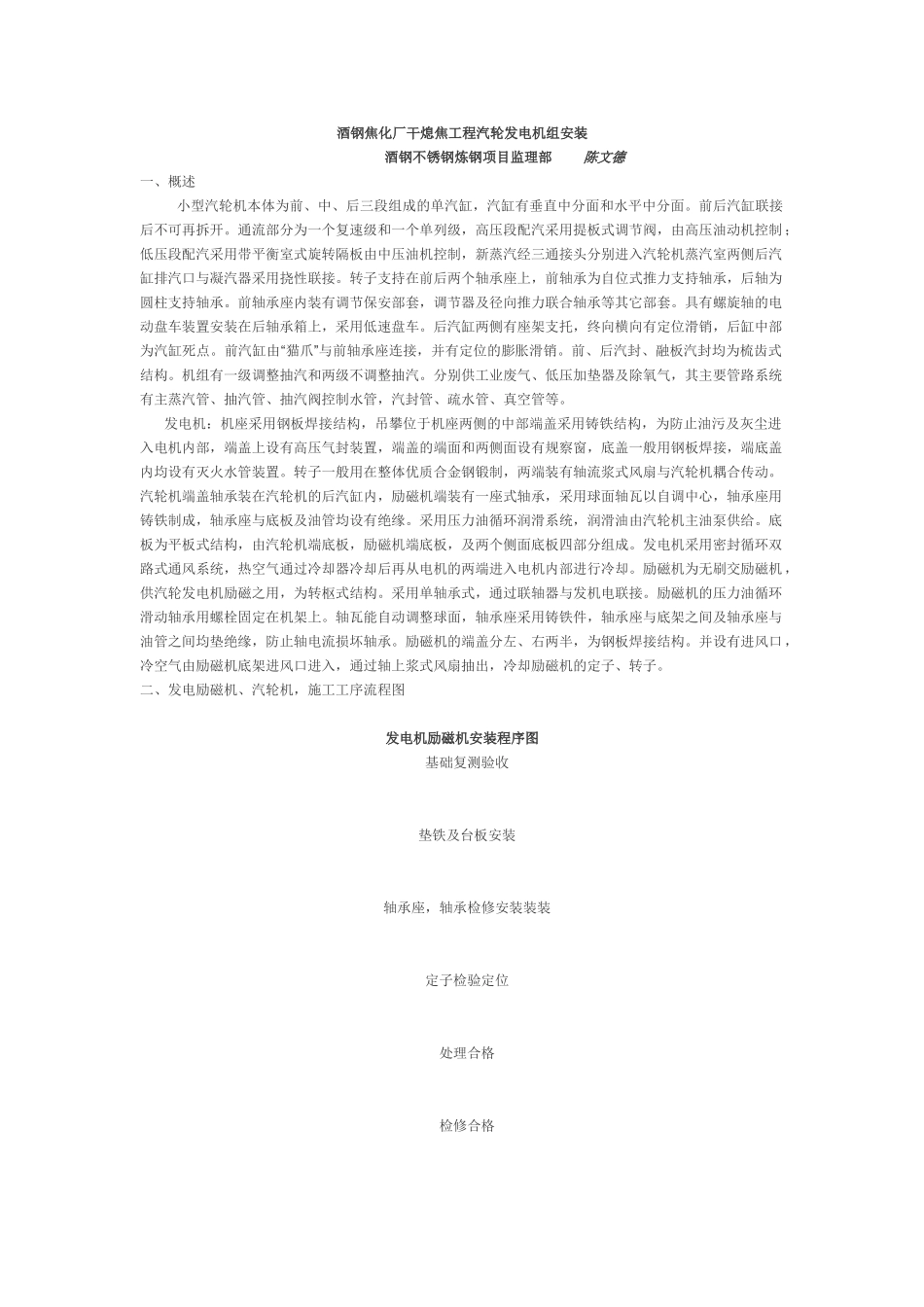
发电机:机座采用钢板焊接结构,吊攀位于机座两侧的中部端盖采用铸铁结构,为防止油污及灰尘进入电机内部,端盖上设有高压气封装置,端盖的端面和两侧面设有规察窗,底盖一般用钢板焊接,端底盖内均设有灭火水管装置
转子一般用在整体优质合金钢锻制,两端装有轴流浆式风扇与汽轮机耦合传动
汽轮机端盖轴承装在汽轮机的后汽缸内,励磁机端装有一座式轴承,采用球面轴瓦以自调中心,轴承座用铸铁制成,轴承座与底板及油管均设有绝缘
采用压力油循环润滑系统,润滑油由汽轮机主油泵供给
底板为平板式结构,由汽轮机端底板,励磁机端底板,及两个侧面底板四部分组成
发电机采用密封循环双路式通风系统,热空气通过冷却器冷却后再从电机的两端进入电机内部进行冷却
励磁机为无刷交励磁机,供汽轮发电机励磁之用,为转枢式结构
采用单轴承式,通过联轴器与发机电联接
励磁机的压力油