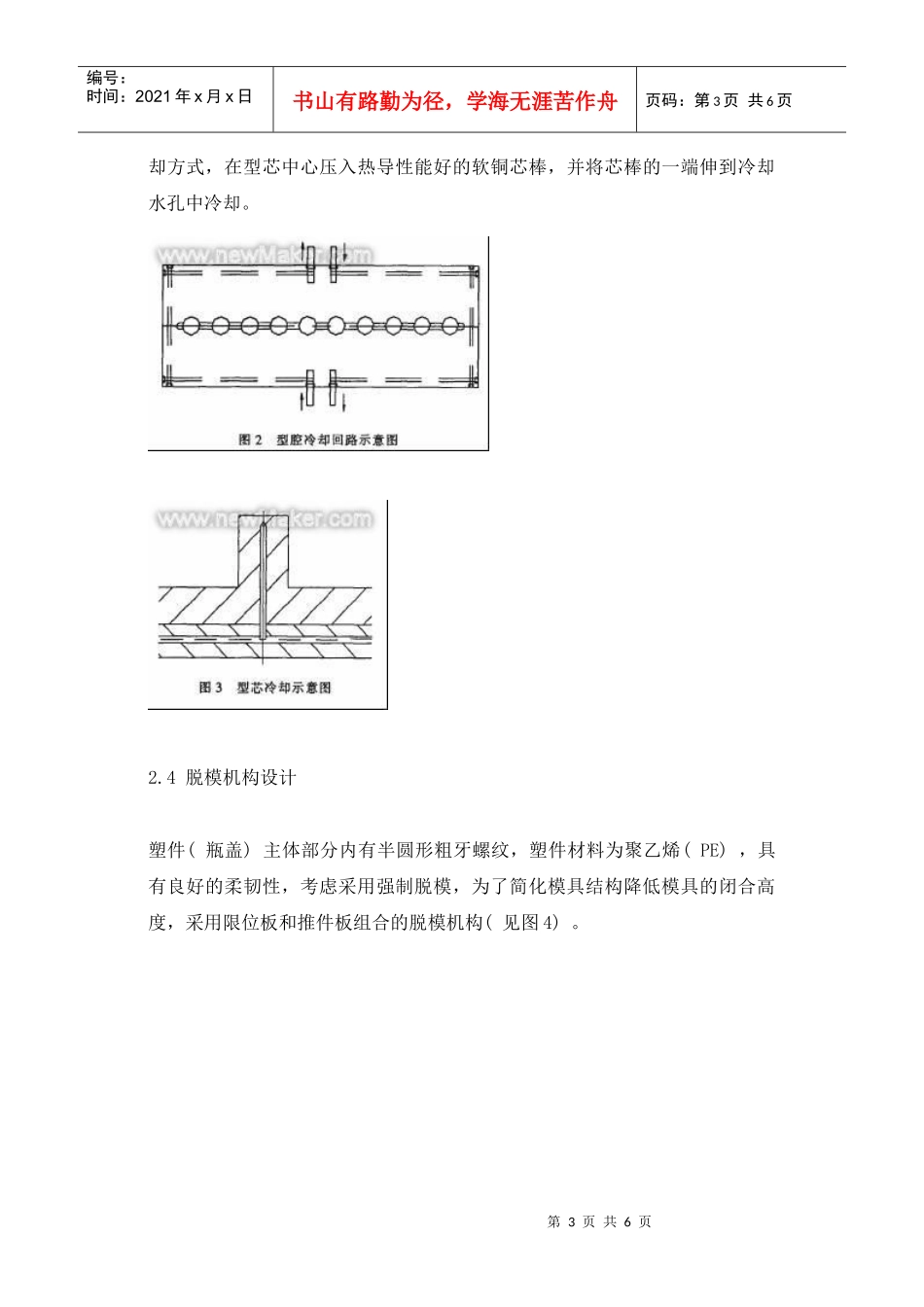
第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页饮料瓶瓶盖注射模设计摘要:在分析塑件结构特点基础上,详细阐述了模具结构设计,介绍了模具工作过程,并以图示的方式模拟了模具的脱模过程
关键词:瓶盖;注射模;侧抽芯机构;浇注系统1塑件结构分析图1所示塑件为某饮料瓶瓶盖,材料为PE(聚乙烯),重量为2
瓶盖主体外侧均布120个增大摩擦力的防滑筋,瓶盖顶部有商标名称ZSM的字样
瓶盖下部有一防伪圈与瓶盖主体通过8个直径φ1mm高1mm的小圆柱相连,防伪圈内侧有8个均布长为3mm直径为φ1
5mm的半圆形凸台
瓶盖内部有螺牙为半圆形的螺纹及高为4mm、截面直径为φ1mm的防伪圈与瓶子内径严密配合,而高为1mm,截面直径φ1mm的防伪圈与瓶子外径严密配合防止漏水
第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页2模具结构设计根据塑件形状、精度、大小、工艺要求和生产批量,模具设计时考虑如下几方面
1型腔数目及排列方式瓶盖作为包装容器大批量生产,宜采用一模多腔,考虑现有注塑机的锁模力、注射量及瓶盖的精度和经济性因素,确定为1模10腔,型腔排列方式为“一字形”
2浇注系统设计根据塑件结构,模具设计成三板式采用点浇口,浇口设置在塑件顶部正中央位置,点浇口可显著提高熔体的剪切速率,使熔体粘度大为降低有利于充模,对于PE这样对剪切速率敏感的熔体尤为有效
并且塑件作为包装容器,外观质量要求高,点浇口的残留痕迹小,可确保塑件的表面质量,脱模时浇口处自动拉断,便于实现制品生产过程的自动化,提高了生产效率,增加了经济效益
采用非平衡浇注系统,型腔排列紧凑,减小了模具尺寸,为了能使各个型腔能同时均衡地充满,采用BGV(BalancedGatValue)法通过人工修改各个型腔浇口尺寸达到平衡