第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页5
3缩口成形工艺与模具设计缩口(necking)是指将预先拉深成形的圆筒或管状坯料,通过缩口模将其口部缩小的一种成形工艺
1典型案例工件名称:气瓶生产批量:中批量材料:08钢料厚:1mm工件简图:如图5-27所示5
2缩口成形的特点与变形程度1
缩口成形的特点图5-28为同形件缩口成形示意图
缩口时,缩口端的材料在凹模的压力下向凹模内滑动,直径减小,壁厚和高度增加
制件壁厚不大时,可以近似地认为变形区处于两向(切向和径向)受压的平面应力状态,以第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页切向压力为主
应变以径向压缩应变为最大应变,而厚度和长度方向为伸长变形,且厚度方向的变形量大于长度方向的变形量
由于切向压应力的作用,在缩口时坯料易于失稳起皱;同时非变形区的筒壁,由于承受全部缩口压力,也易失稳产生变形,所以防止失稳是缩口工艺的主要问题
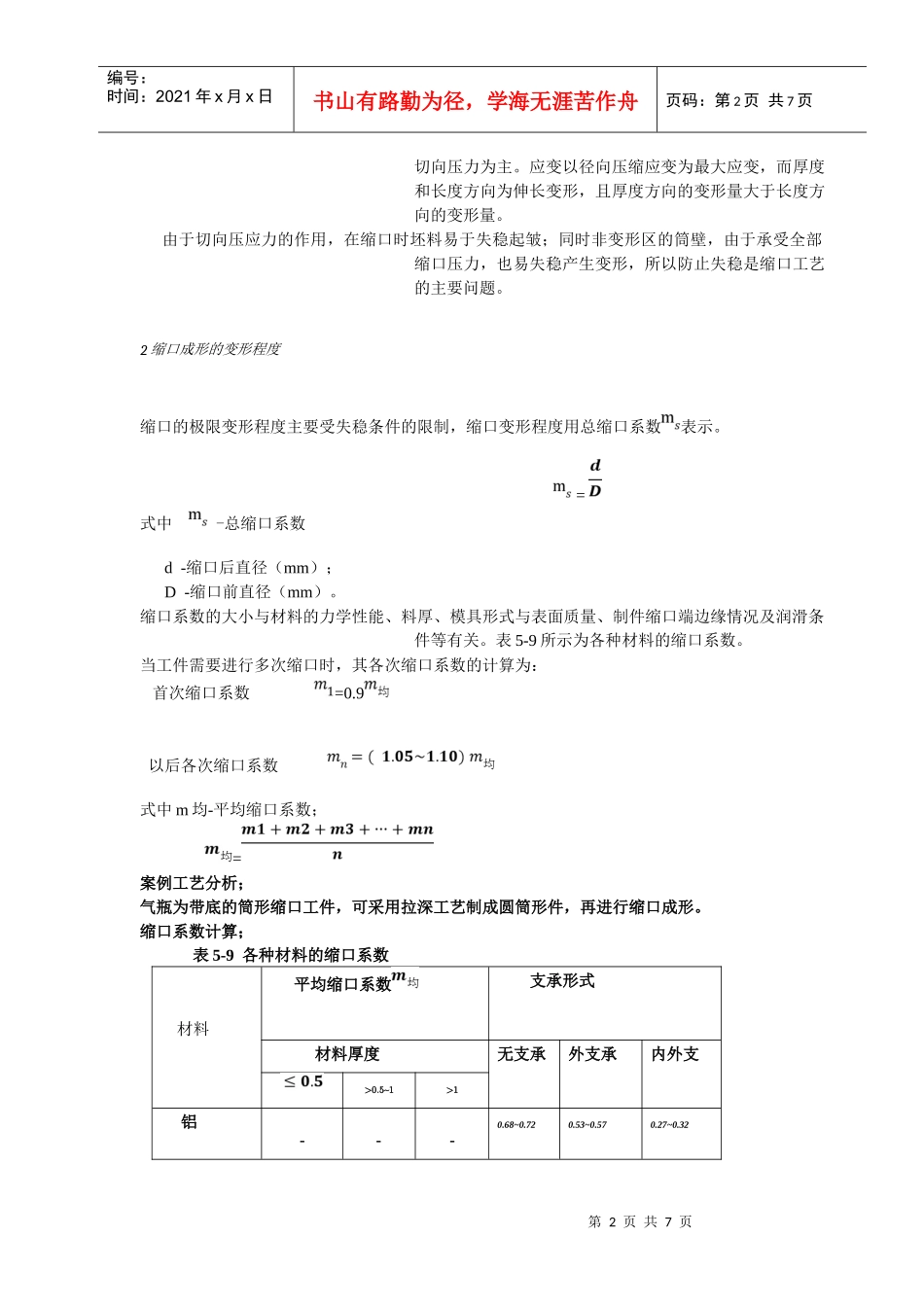
2缩口成形的变形程度缩口的极限变形程度主要受失稳条件的限制,缩口变形程度用总缩口系数表示
=式中-总缩口系数d-缩口后直径(mm);D-缩口前直径(mm)
缩口系数的大小与材料的力学性能、料厚、模具形式与表面质量、制件缩口端边缘情况及润滑条件等有关
表5-9所示为各种材料的缩口系数
当工件需要进行多次缩口时,其各次缩口系数的计算为:首次缩口系数=0
9以后各次缩口系数式中m均-平均缩口系数;=案例工艺分析;气瓶为带底的筒形缩口工件,可采用拉深工艺制成圆筒形件,再进行缩口成形
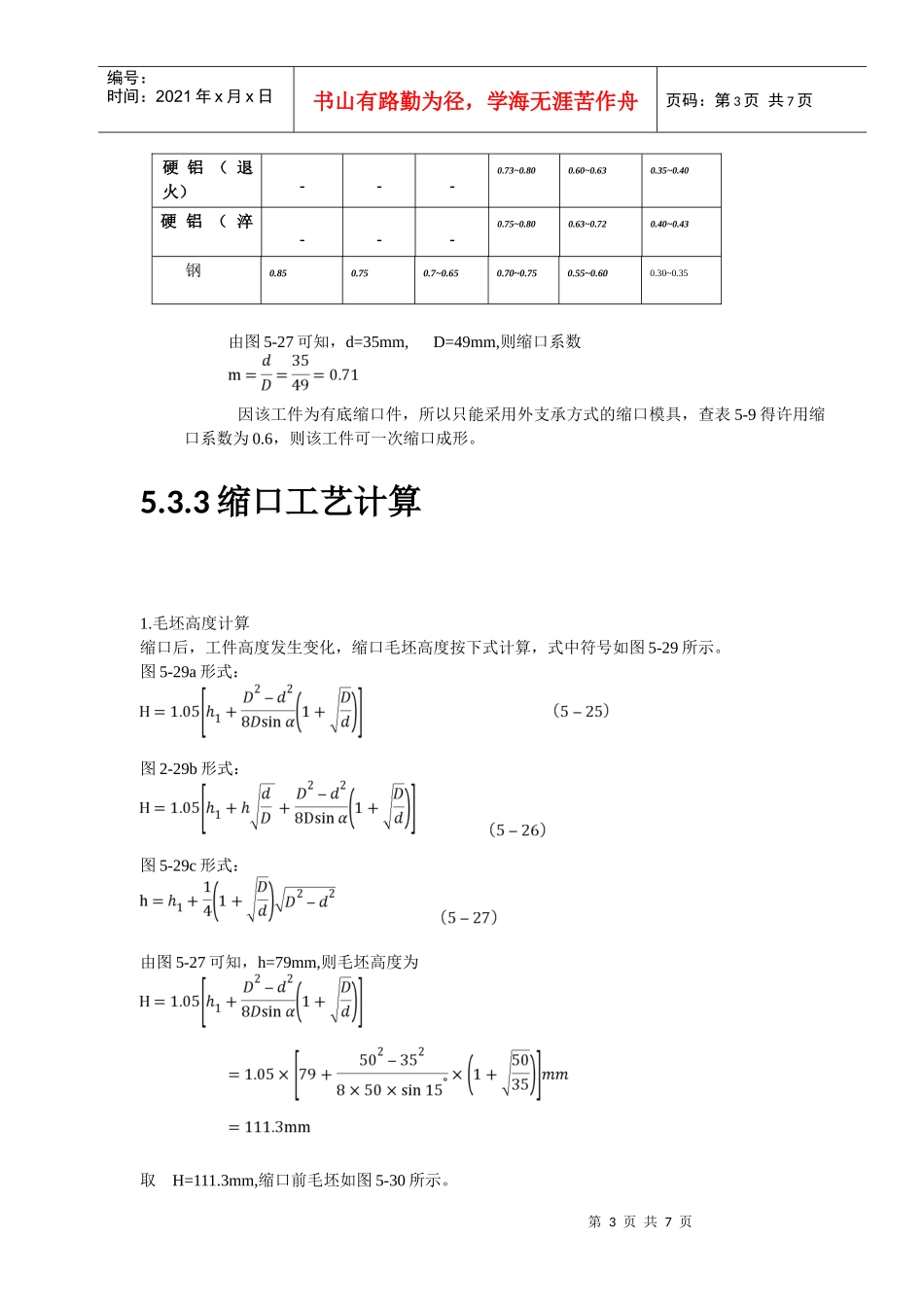
缩口系数计算;表5-9各种材料的缩口系数材料平均缩口系数支承形式材料厚度无支承外支承内外支>0
5~1>1铝---0
32第3页共7页第2页共7页编号:时间:2021