第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共5页一种直齿圆柱齿轮精锻模具设计苏芳(福建信息职业技术学院福州,350003)摘要:针对直齿圆柱齿轮冷成形难度大的问题,列举了一种可用于直齿圆柱齿轮的精密成型方案,通过模拟实验,从齿形的填充和所需变形力等方面进行了研究
本文设计了带浮动凹模的模具装置,提出了直齿圆柱齿轮精锻模结构
关键词:直齿圆柱齿轮;精密模锻;模具设计目前,精锻工艺在直齿圆柱齿轮制造方面的应用还存在不少困难,有关这方面的研究成果,尤其是在直齿圆柱齿轮精锻模具设计方面,报道还不多见
尽管精锻直齿圆柱齿轮能获得较好的齿面,但冷锻在模具结构、设备吨位等方面的要求很高
采用热精锻—冷推挤并用活动凹模代替传统的固定凹模,利用活动凹模的积极摩擦作用,可以保证齿腔角部填充饱满
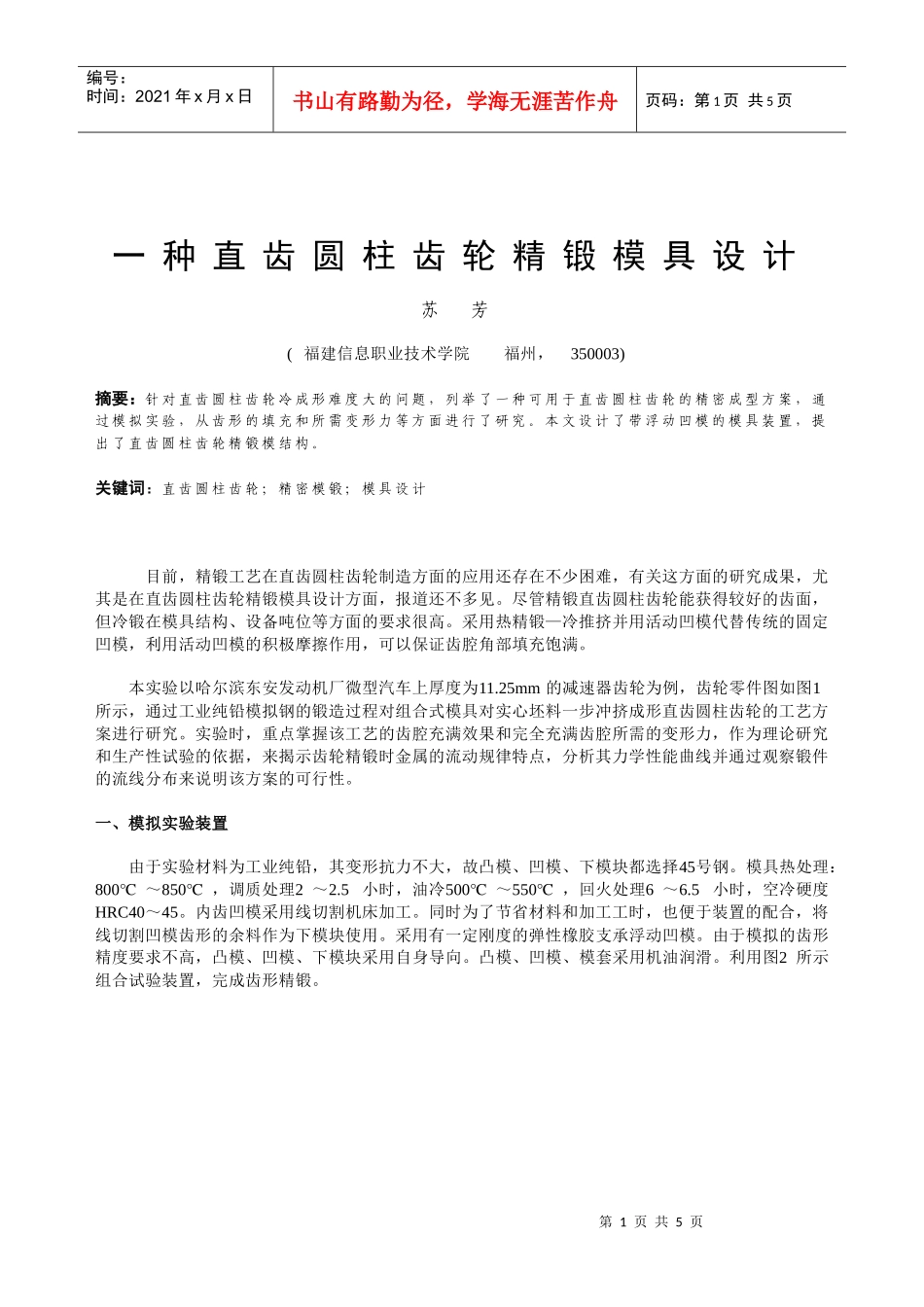
本实验以哈尔滨东安发动机厂微型汽车上厚度为11
25mm的减速器齿轮为例,齿轮零件图如图1所示,通过工业纯铅模拟钢的锻造过程对组合式模具对实心坯料一步冲挤成形直齿圆柱齿轮的工艺方案进行研究
实验时,重点掌握该工艺的齿腔充满效果和完全充满齿腔所需的变形力,作为理论研究和生产性试验的依据,来揭示齿轮精锻时金属的流动规律特点,分析其力学性能曲线并通过观察锻件的流线分布来说明该方案的可行性
一、模拟实验装置由于实验材料为工业纯铅,其变形抗力不大,故凸模、凹模、下模块都选择45号钢
模具热处理:800℃~850℃,调质处理2~2
5小时,油冷500℃~550℃,回火处理6~6
5小时,空冷硬度HRC40~45
内齿凹模采用线切割机床加工
同时为了节省材料和加工工时,也便于装置的配合,将线切割凹模齿形的余料作为下模块使用
采用有一定刚度的弹性橡胶支承浮动凹模
由于模拟的齿形精度要求不高,凸模、凹模、下模块采用自身导向
凸模、凹模、模套采用机油润滑
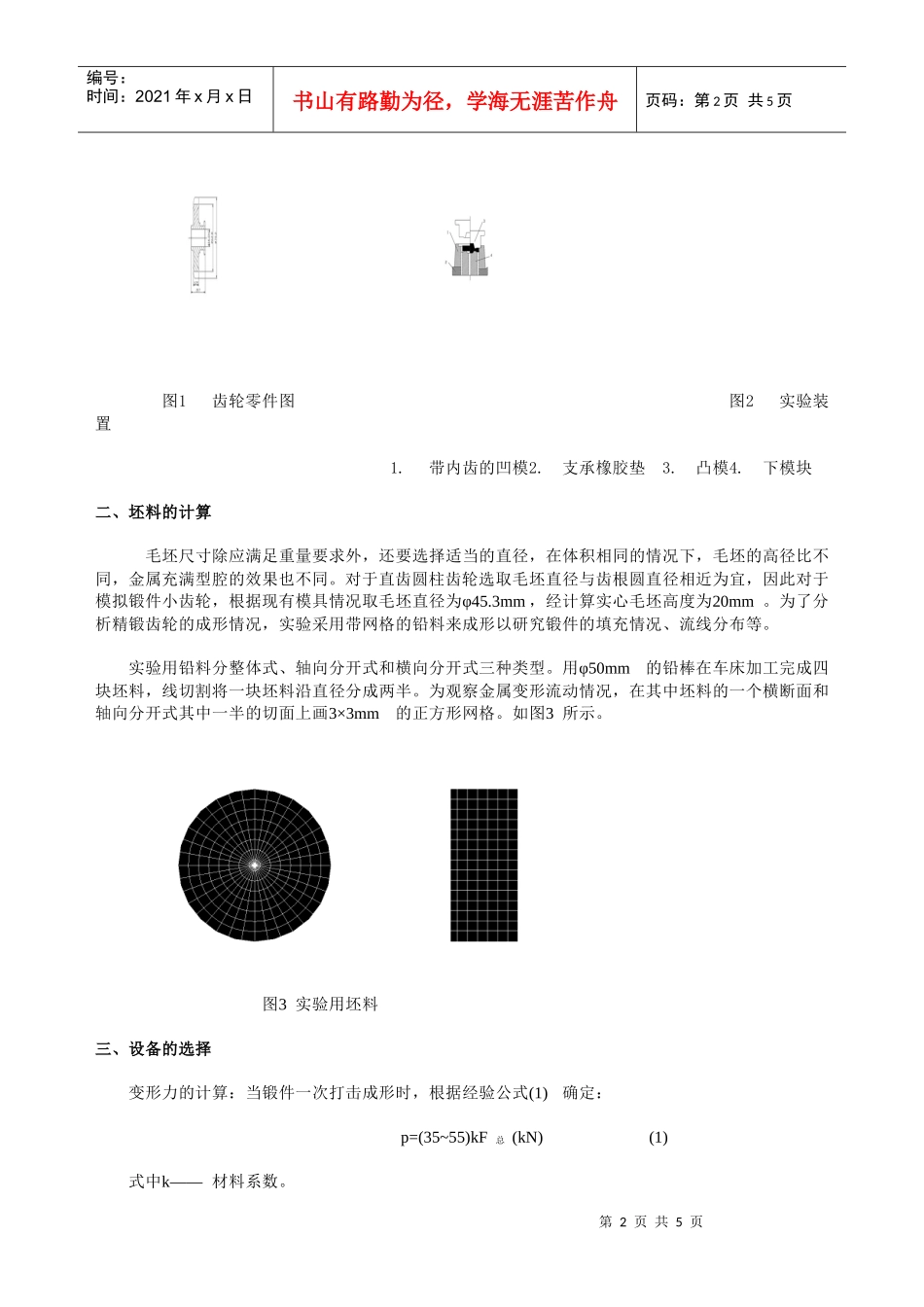
利用图2所示组合试验装置,