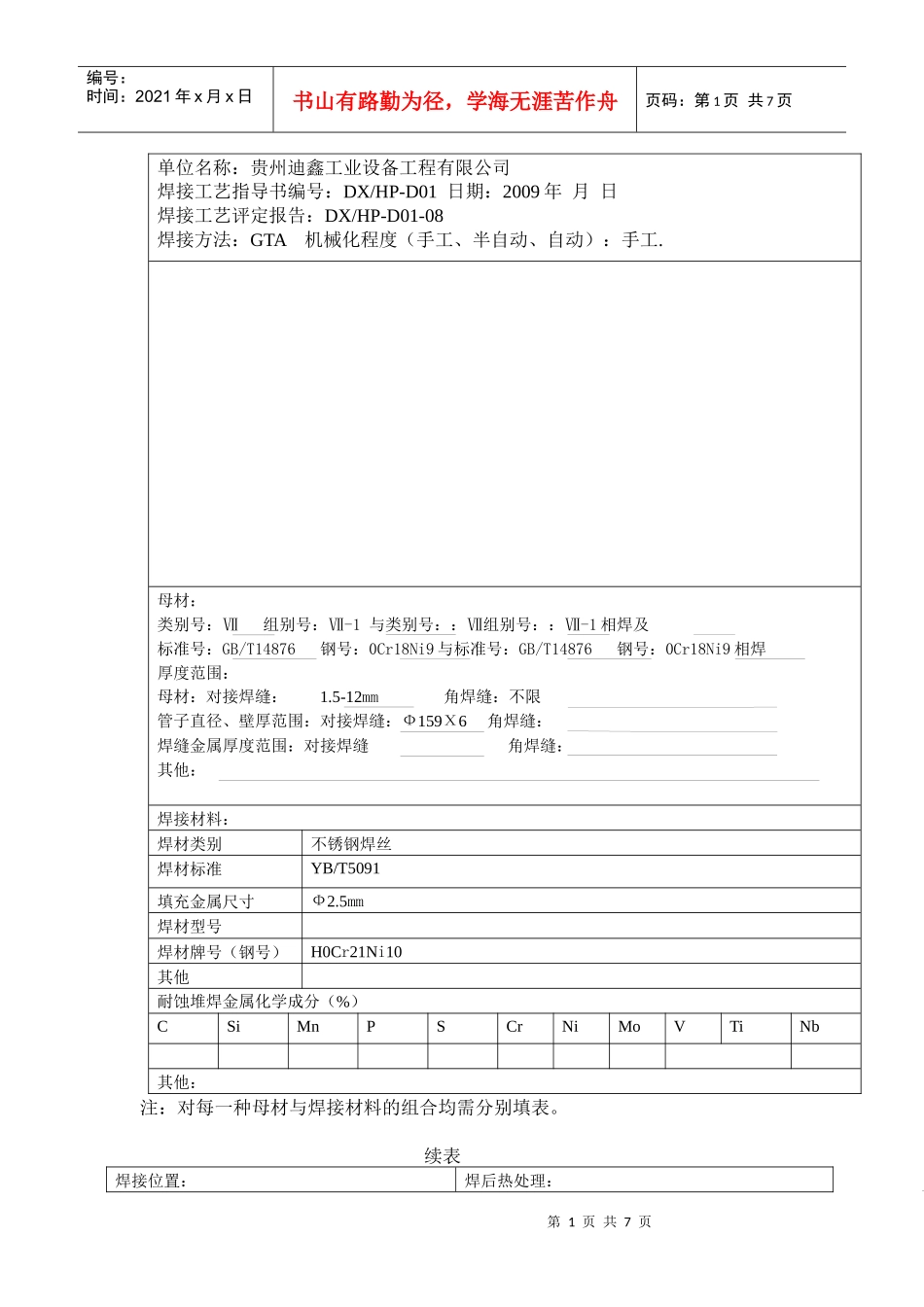
焊接工艺评定报告(PQR)编号:DX/HP-D01-08编制:石正平审核:安纪文批准:罗本国受控非受控单位名称:贵州迪鑫工业设备工程有限公司焊接工艺指导书√第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页单位名称:贵州迪鑫工业设备工程有限公司焊接工艺指导书编号:DX/HP-D01日期:2009年月日焊接工艺评定报告:DX/HP-D01-08焊接方法:GTA机械化程度(手工、半自动、自动):手工
母材:类别号:Ⅶ组别号:Ⅶ-1与类别号::Ⅶ组别号::Ⅶ-1相焊及标准号:GB/T14876钢号:0Cr18Ni9与标准号:GB/T14876钢号:0Cr18Ni9相焊厚度范围:母材:对接焊缝:1
5-12mm角焊缝:不限管子直径、壁厚范围:对接焊缝:Ф159Χ6角焊缝:焊缝金属厚度范围:对接焊缝角焊缝:其他:焊接材料:焊材类别不锈钢焊丝焊材标准YB/T5091填充金属尺寸Ф2
5mm焊材型号焊材牌号(钢号)H0Cr21Ni10其他耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb其他:注:对每一种母材与焊接材料的组合均需分别填表
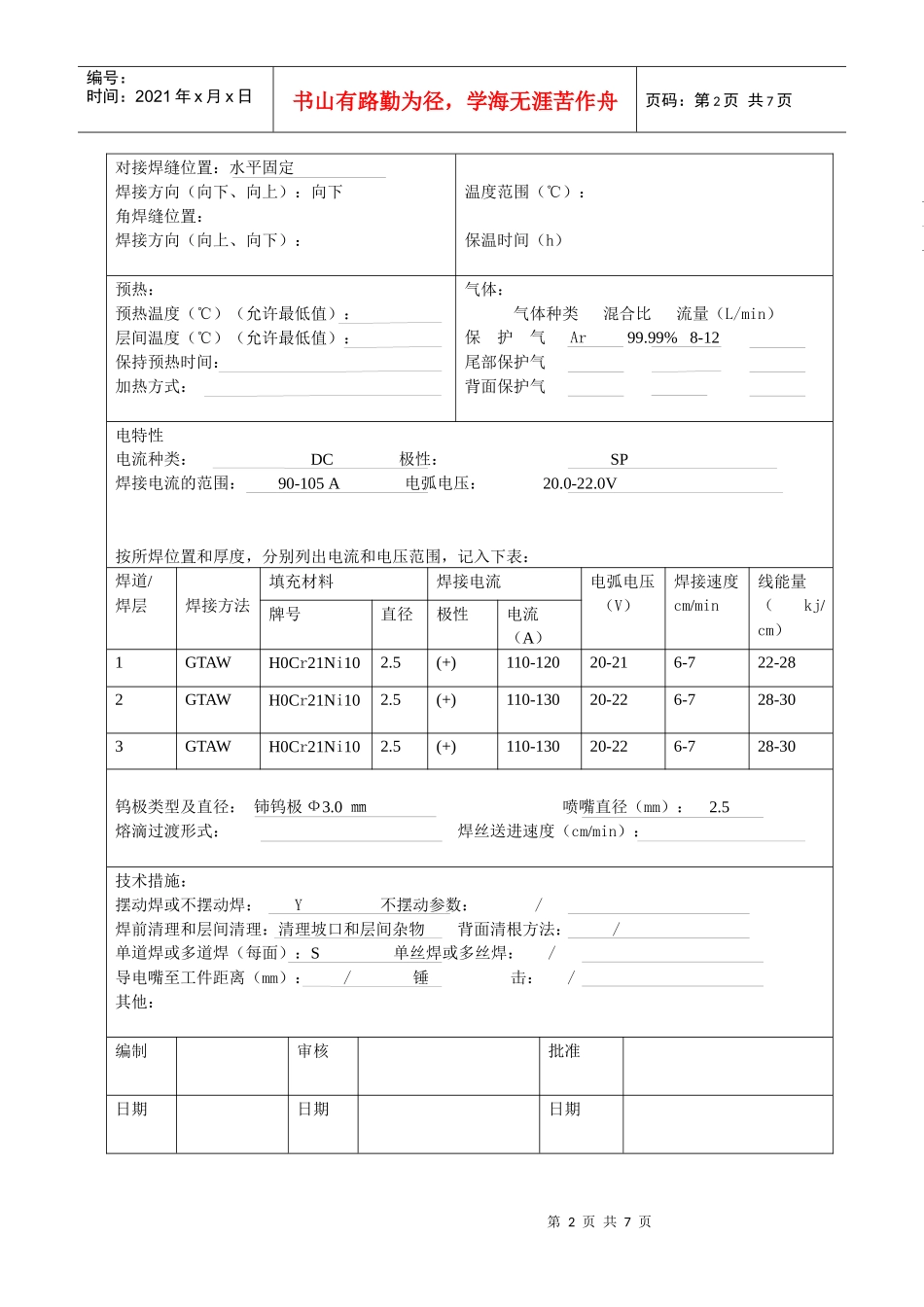
续表焊接位置:焊后热处理:第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页对接焊缝位置:水平固定焊接方向(向下、向上):向下角焊缝位置:焊接方向(向上、向下):温度范围(℃):保温时间(h)预热:预热温度(℃)(允许最低值):层间温度(℃)(允许最低值):保持预热时间:加热方式:气体:气体种类混合比流量(L/min)保护气Ar99
99%8-12尾部保护气背面保护气电特性电流种类:DC极性:SP焊接电流的范围:90-105A电弧电压:20
0V按所焊位置和厚度,分别列出电流和电压范围,记入下表:焊道/焊层焊接方法填充材料焊接电流电弧电压(V