第1页共24页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共24页《机械制造技术基础》习题第一章绪论1-1什么是生产过程、工艺过程和工艺规程
1-2什么是工序、工位、工步和走刀
1-3什么是安装
它们有什么区别
1-4单件生产、成批生产、大量生产各有哪些工艺特征
1-5试为某车床厂丝杠生产线确定生产类型,生产条件如下:加工零件:卧式车床丝杠(长为1617mm,直径为40mm,丝杠精度等级为8级,材料为Y40Mn);年产量:5000台车床;备品率:5%;废品率:0
1-6什么是工件的定位
什么是工件的夹紧
1-7什么是工件的欠定位
什么是工件的过定位
1-8试举例说明什么是设计基准、工艺基准、工序基准、定位基准、测量基准和装配基准
1-9有人说:“工件在夹具中装夹,只要有6个定位支承点,就是欠定位”,“凡是少于6个定位支承点,就不会出现过定位”,上面这些说法都对吗
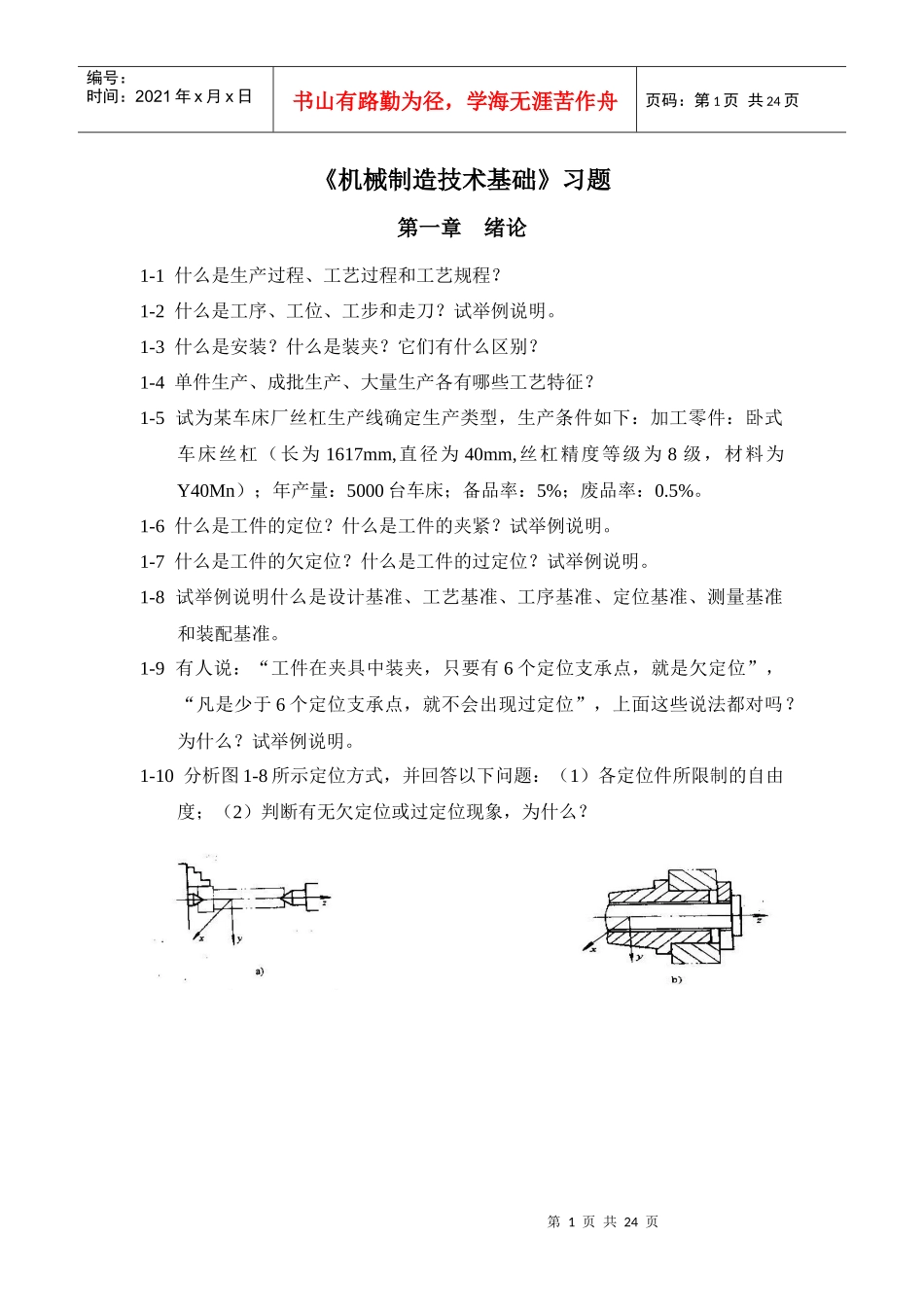
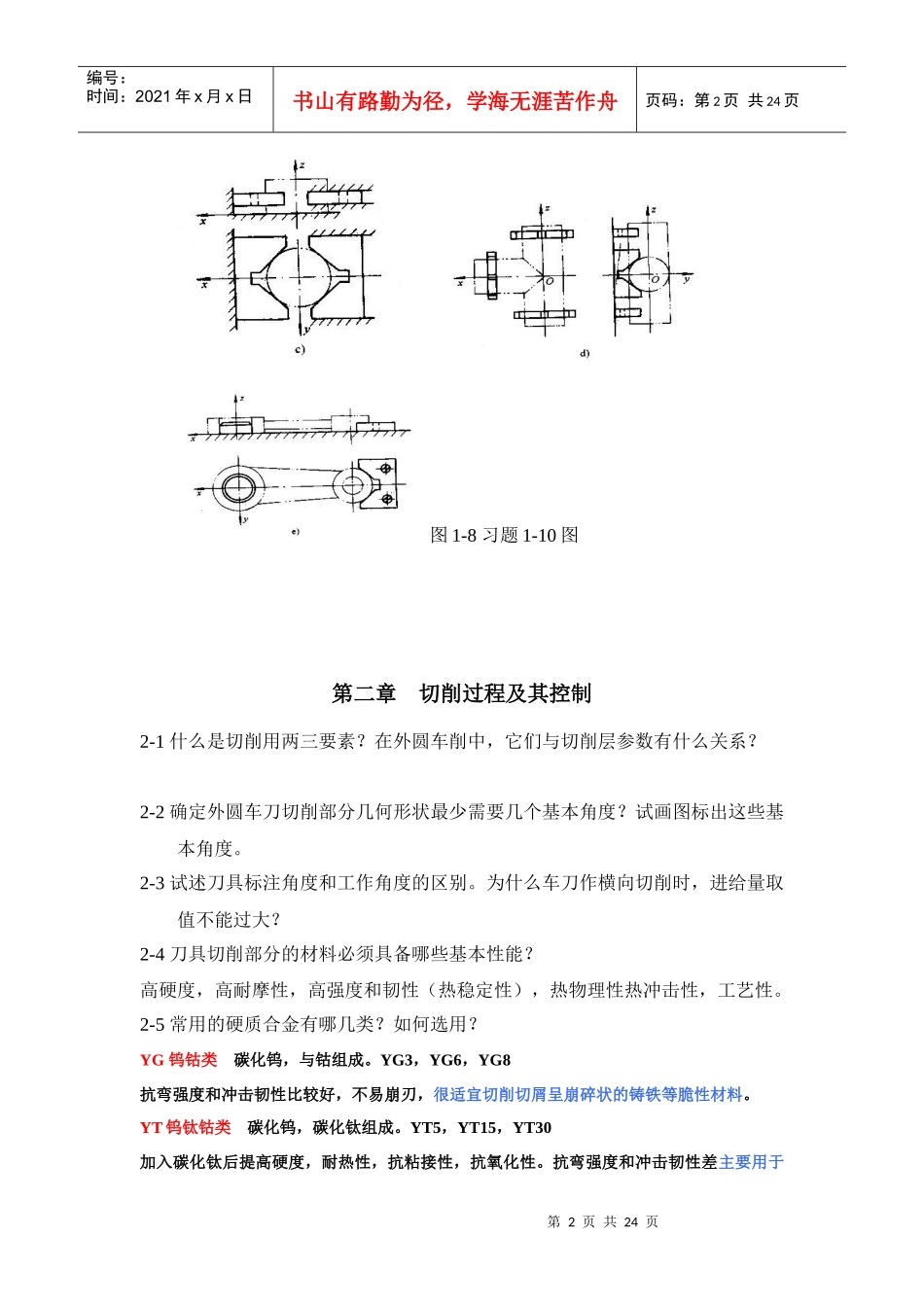
1-10分析图1-8所示定位方式,并回答以下问题:(1)各定位件所限制的自由度;(2)判断有无欠定位或过定位现象,为什么
第2页共24页第1页共24页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共24页图1-8习题1-10图第二章切削过程及其控制2-1什么是切削用两三要素
在外圆车削中,它们与切削层参数有什么关系
2-2确定外圆车刀切削部分几何形状最少需要几个基本角度
试画图标出这些基本角度
2-3试述刀具标注角度和工作角度的区别
为什么车刀作横向切削时,进给量取值不能过大
2-4刀具切削部分的材料必须具备哪些基本性能
高硬度,高耐摩性,高强度和韧性(热稳定性),热物理性热冲击性,工艺性
2-5常用的硬质合金有哪几类
YG钨钴类碳化钨,与钴组成
YG3,YG6,YG8抗弯强度和