第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页模具工程技术基础教学主题:冲压工艺课题:1-1-11-1-2教学对象:11模具1教学日期:2012-3-132012-3-16课时:4课时一、教材分析本课主要讲述了主要的冲压工艺及冲压件的表面质量分析二、学情分析本班同学都是第一次接触模具课程三、教学目标1、了解冲压工艺及材料的变形情况2、冲裁件质量分析四、重、难点的确定重点:材料的变形阶段及冲裁件质量分析五、方法:讲授六、教学环境、资源准备多媒体环境七、教学内容1、复习上节课的内容2、导入新课3、讲述新课(一)、冲裁工艺:概念:使板料产生分离的工序叫做冲裁工艺
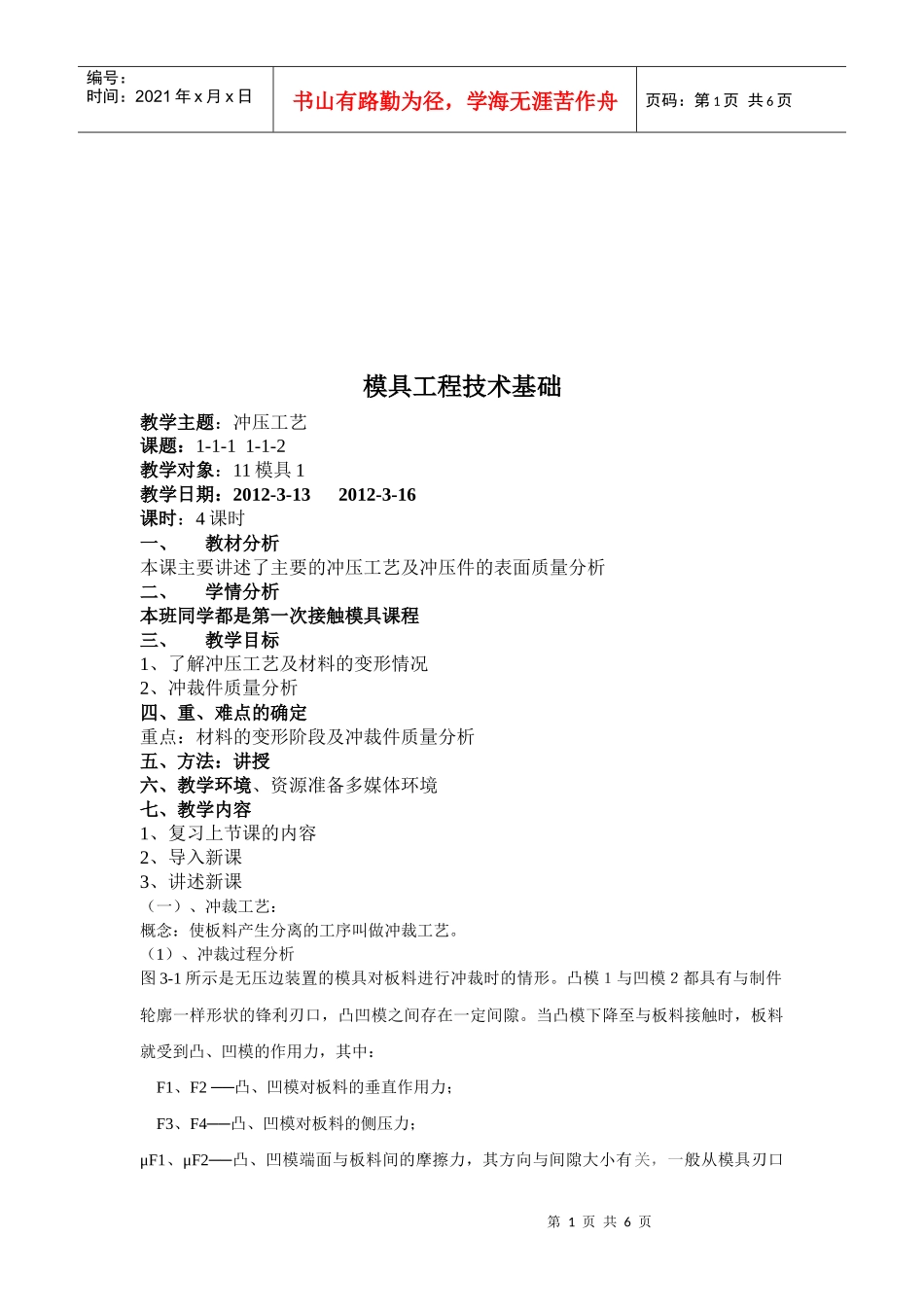
(1)、冲裁过程分析图3-1所示是无压边装置的模具对板料进行冲裁时的情形
凸模1与凹模2都具有与制件轮廓一样形状的锋利刃口,凸凹模之间存在一定间隙
当凸模下降至与板料接触时,板料就受到凸、凹模的作用力,其中:F1、F2──凸、凹模对板料的垂直作用力;F3、F4──凸、凹模对板料的侧压力;μF1、μF2──凸、凹模端面与板料间的摩擦力,其方向与间隙大小有关,一般从模具刃口第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页指向外;μF3、μF4──凸、凹模侧面与板料间的摩擦力
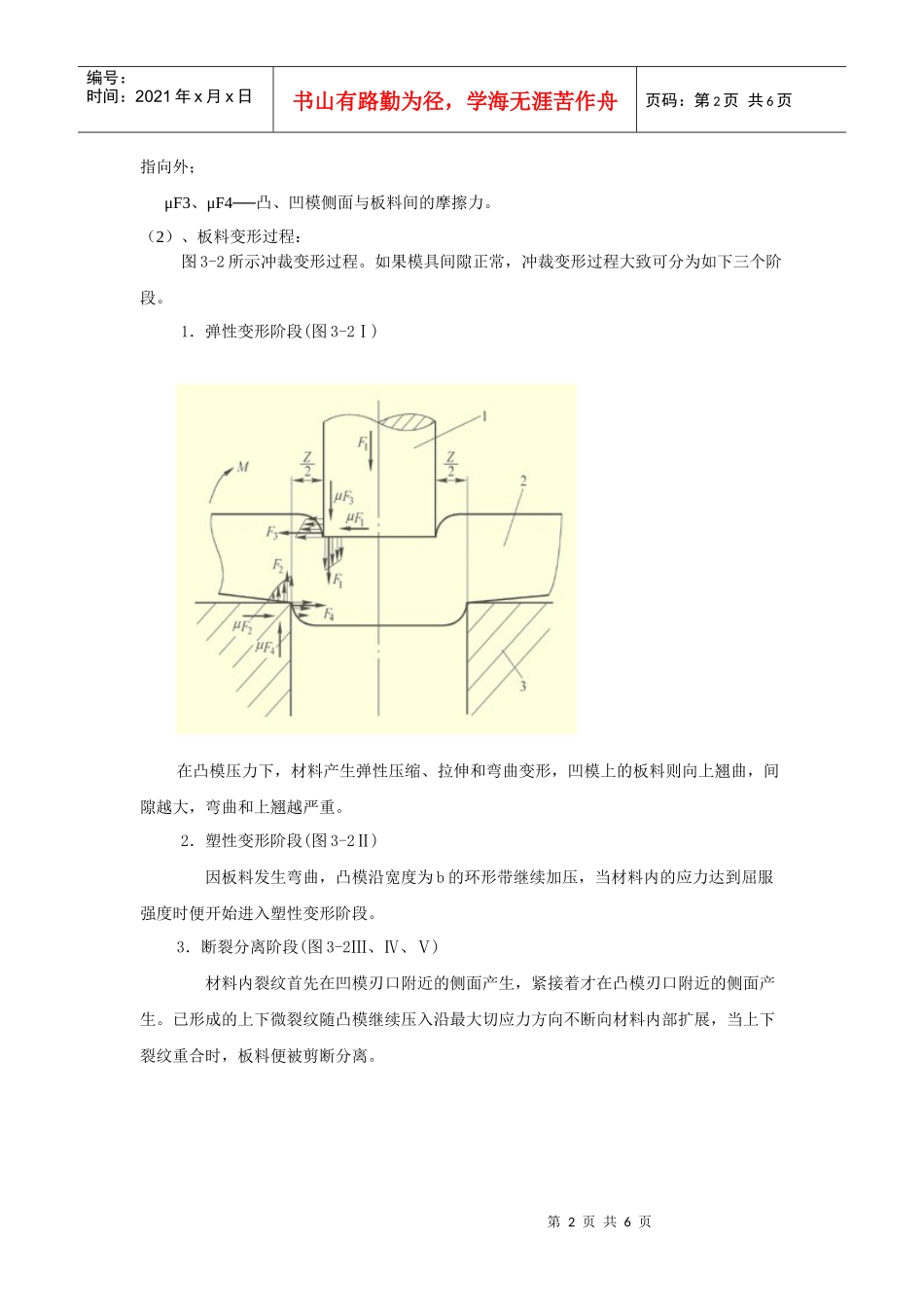
(2)、板料变形过程:图3-2所示冲裁变形过程
如果模具间隙正常,冲裁变形过程大致可分为如下三个阶段
1.弹性变形阶段(图3-2Ⅰ)在凸模压力下,材料产生弹性压缩、拉伸和弯曲变形,凹模上的板料则向上翘曲,间隙越大,弯曲和上翘越严重
2.塑性变形阶段(图3-2Ⅱ)因板料发生弯曲,凸模沿宽度为b的环形带继续加压,当材料内的应力达到屈服强度时便开始进入塑性变形阶段
3.断裂分离阶段(图3-2Ⅲ、Ⅳ、Ⅴ)材料内裂纹首先在凹模刃口附近的侧面产生,紧接着才在凸模刃口附近