第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页目录1、设计任务和要求……………………………………………………………………21
1设计指标……………………………………………………………………………21
2设计要求……………………………………………………………………………21
3制作要求……………………………………………………………………………21
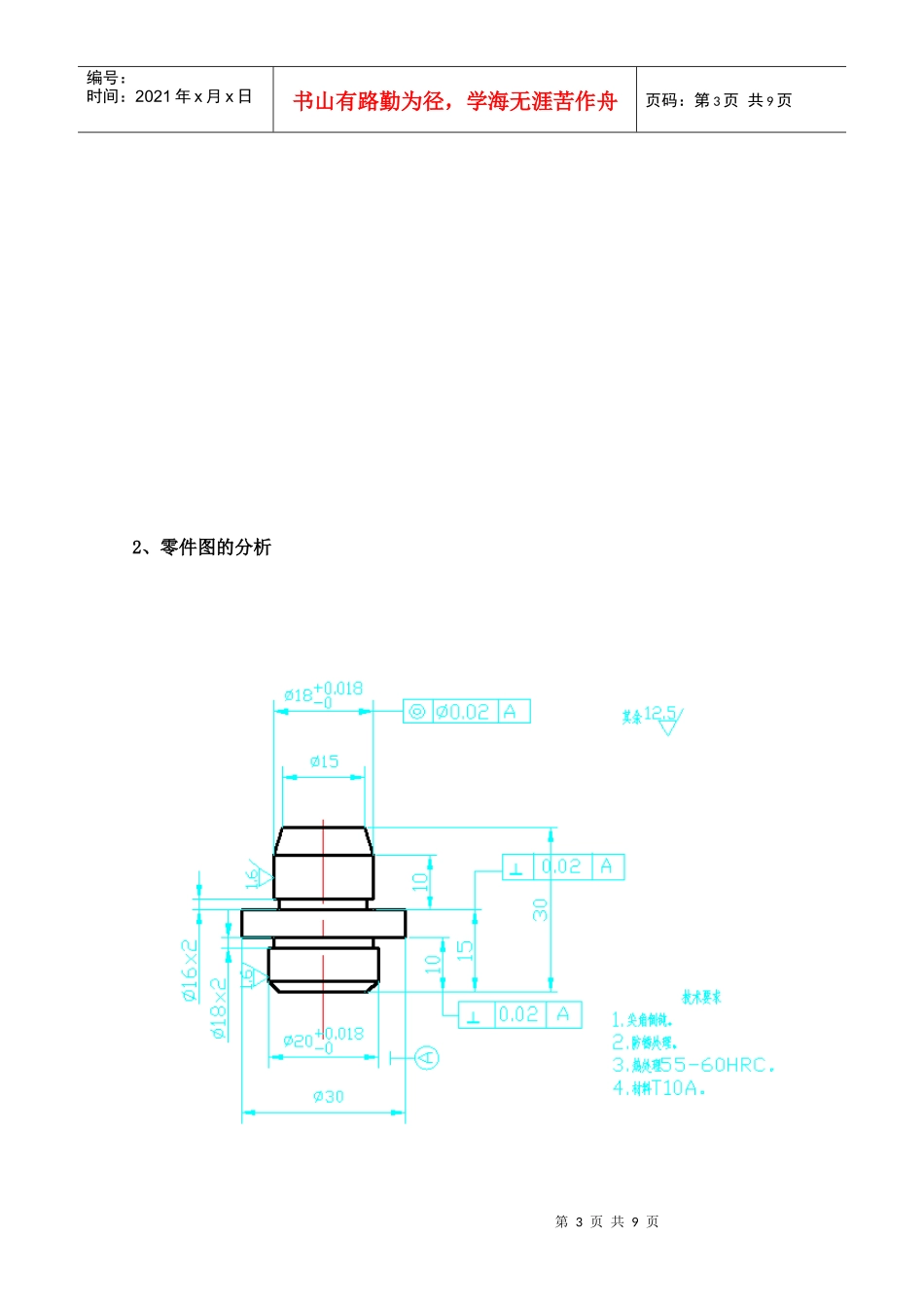
4编写设计报告………………………………………………………………………22、零件图的分析………………………………………………………………………32
1尺寸精度和几何精度的分析………………………………………………………32
2位置精度的分析……………………………………………………………………32
3表面粗糙度分析……………………………………………………………………33、定位销轴的材料、毛坯及热处理分析……………………………………………3第2页共9页第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页3
1定位销轴的材料……………………………………………………………………33
2定位销轴类零件的毛坯……………………………………………………………43
3定位销轴的热处理…………………………………………………………………44、定位销轴零件加工工艺过程的分析………………………………………………44
1定位销轴的技术条件分析…………………………………………………………44
2定位销轴的加工工艺过程…………………………………………………………44
3定位销轴加工工艺过程分析………………………………………………………65、定位销轴零件加工中几个主要问题………………………………………………75
1用中心孔磨床磨削中心孔…………………………………………………………75