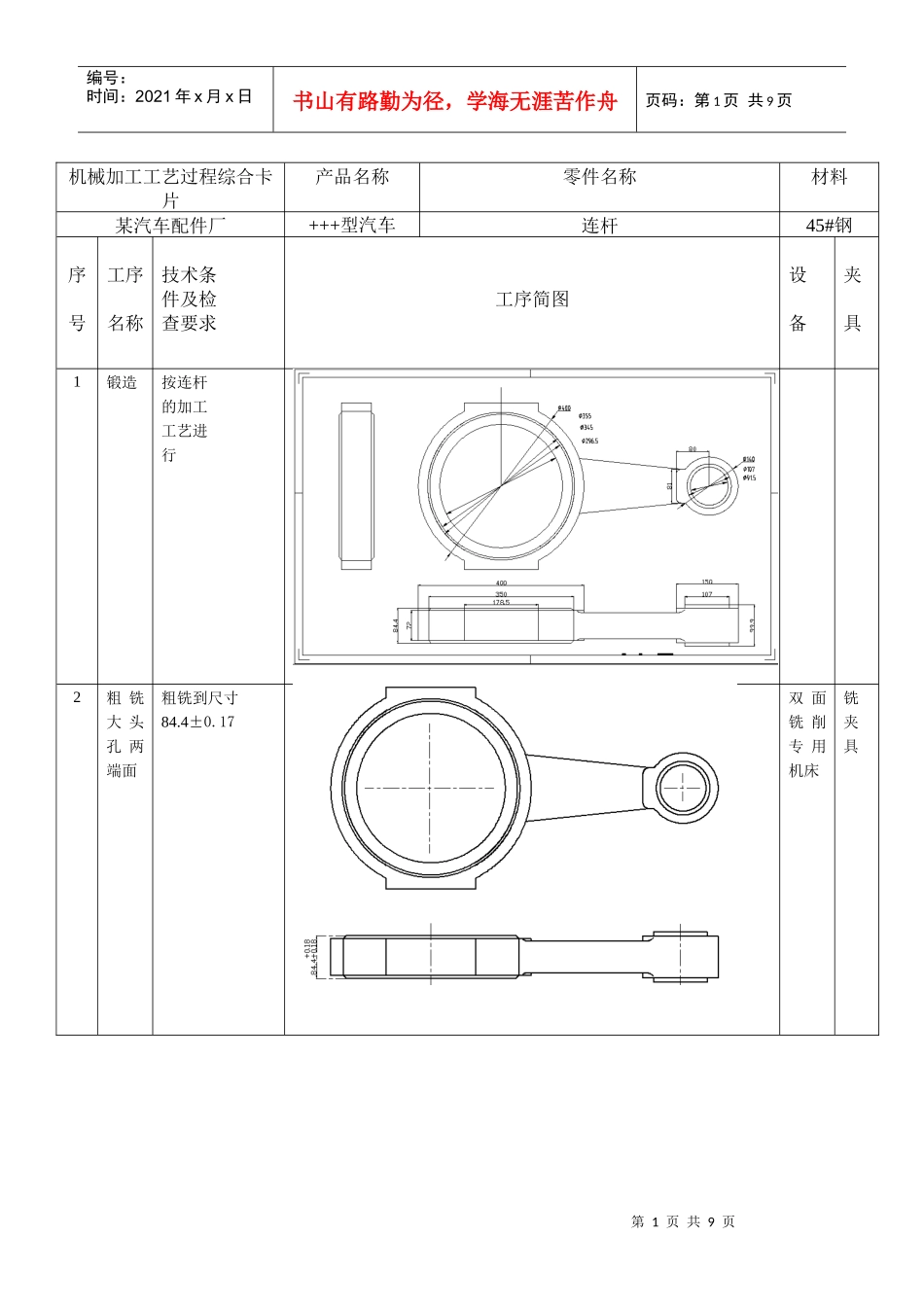
第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页机械加工工艺过程综合卡片产品名称零件名称材料某汽车配件厂+++型汽车连杆45#钢序号工序名称技术条件及检查要求工序简图设备夹具1锻造按连杆的加工工艺进行2粗铣大头孔两端面粗铣到尺寸84
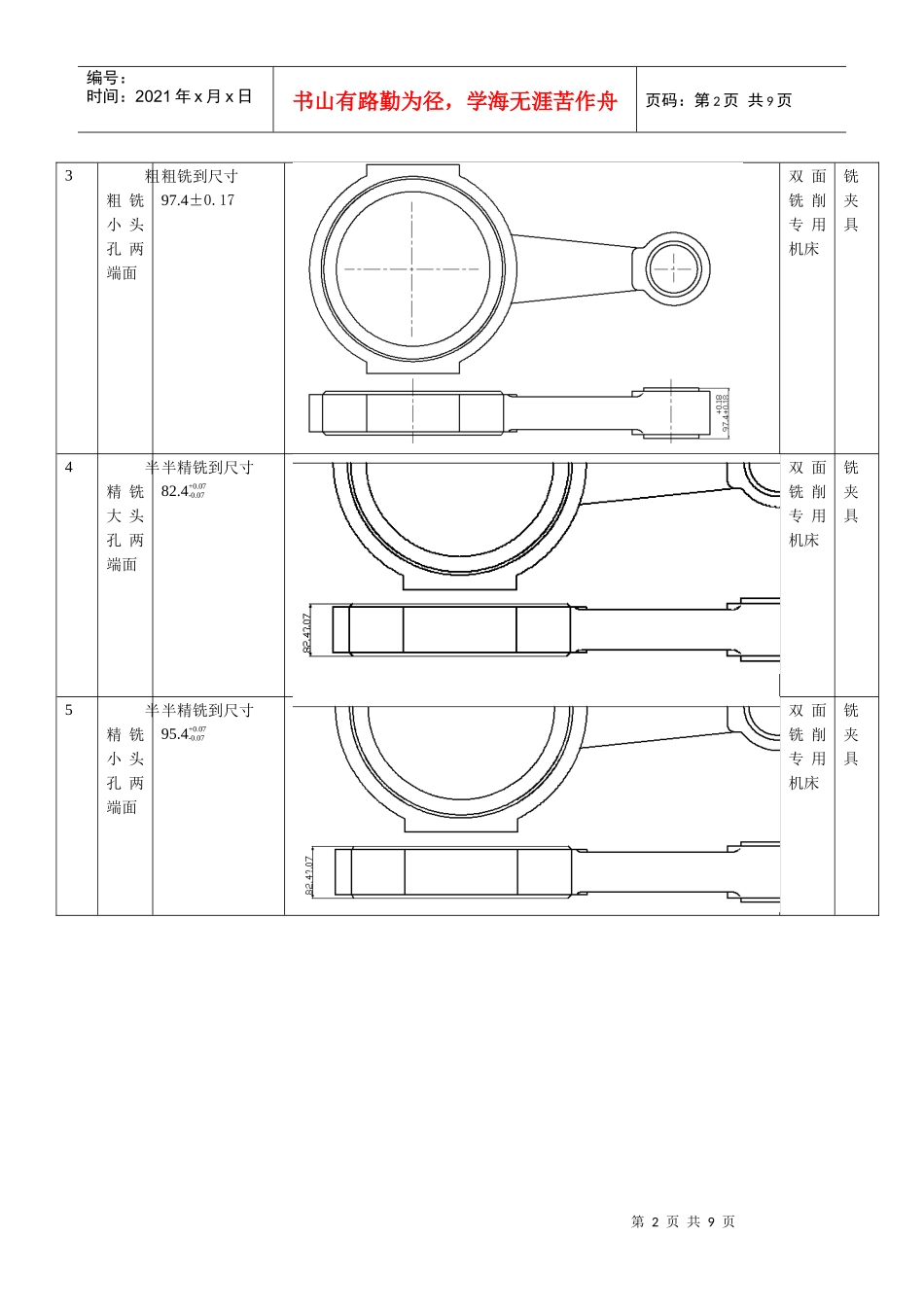
17双面铣削专用机床铣夹具第2页共9页第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页3粗粗铣小头孔两端面粗铣到尺寸97
17双面铣削专用机床铣夹具4半精铣大头孔两端面半精铣到尺寸82
07双面铣削专用机床铣夹具5半精铣小头孔两端面半精铣到尺寸95
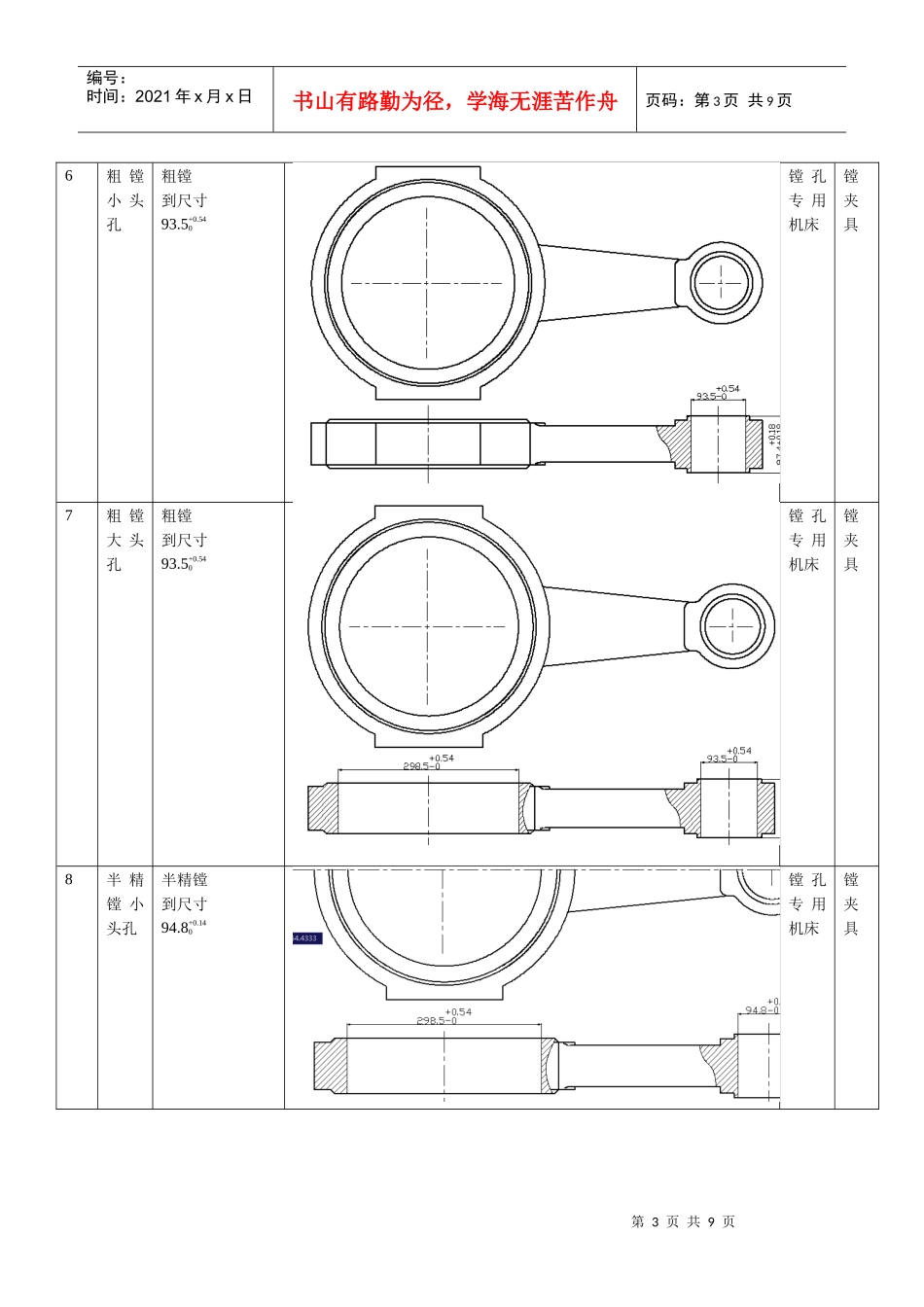
07双面铣削专用机床铣夹具第3页共9页第2页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共9页6粗镗小头孔粗镗到尺寸93
540镗孔专用机床镗夹具7粗镗大头孔粗镗到尺寸93
540镗孔专用机床镗夹具8半精镗小头孔半精镗到尺寸94
140镗孔专用机床镗夹具第4页共9页第3页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共9页9半精镗大头孔(1)半精镗到尺寸299
140(2)保证大头孔和小头孔的轴心位置度100mm上公差为0
02镗孔专用机床镗夹具10精镗小头孔精镗到尺寸95+0
0350镗孔专用机床镗夹具11精镗大头孔精镗到尺寸300+0
0350镗孔专用机床镗夹具第5页共9页第4页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共9页12粗铣螺栓孔平面如图所示:先在工位1铣削第一个螺栓孔的两端面,再翻身在工位2铣削另一个螺栓孔的两端面X60型卧式铣床铣刀具,三面刃铣刀13精铣螺栓孔两平面先在工位1铣削第一个螺栓孔的两端面,再翻身在工位2铣