第1页共24页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共24页模具设计思考流程模具是赋予成品固定的几何形状﹐用以重复大量生产成品的工具
除了产品外形、肉厚设计﹐还需要考虑浇口位置﹐流道排列﹐冷却管路配置﹐滑块、顶针、机构等
模具设计思考流程模具设计准则传统上在模具设计﹐首先考虑的是机构因素﹐安排分模面、轴向位置、滑块顶针、浇口位置、流道排列等﹐最后才想到塑料应如何充填
第2页共24页第1页共24页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共24页但通常模具设计者本身并不具备成型的概念﹐不了解究竟多少压力差才能填满整组模穴﹔为了确保成型性﹐一般均采取较谨慎保守的方式-加大流道面积﹐加多浇口数目等﹔当有了成型问题﹐塑料跑不到的地方再多开一个浇口
这个现象今天在台湾依然普遍
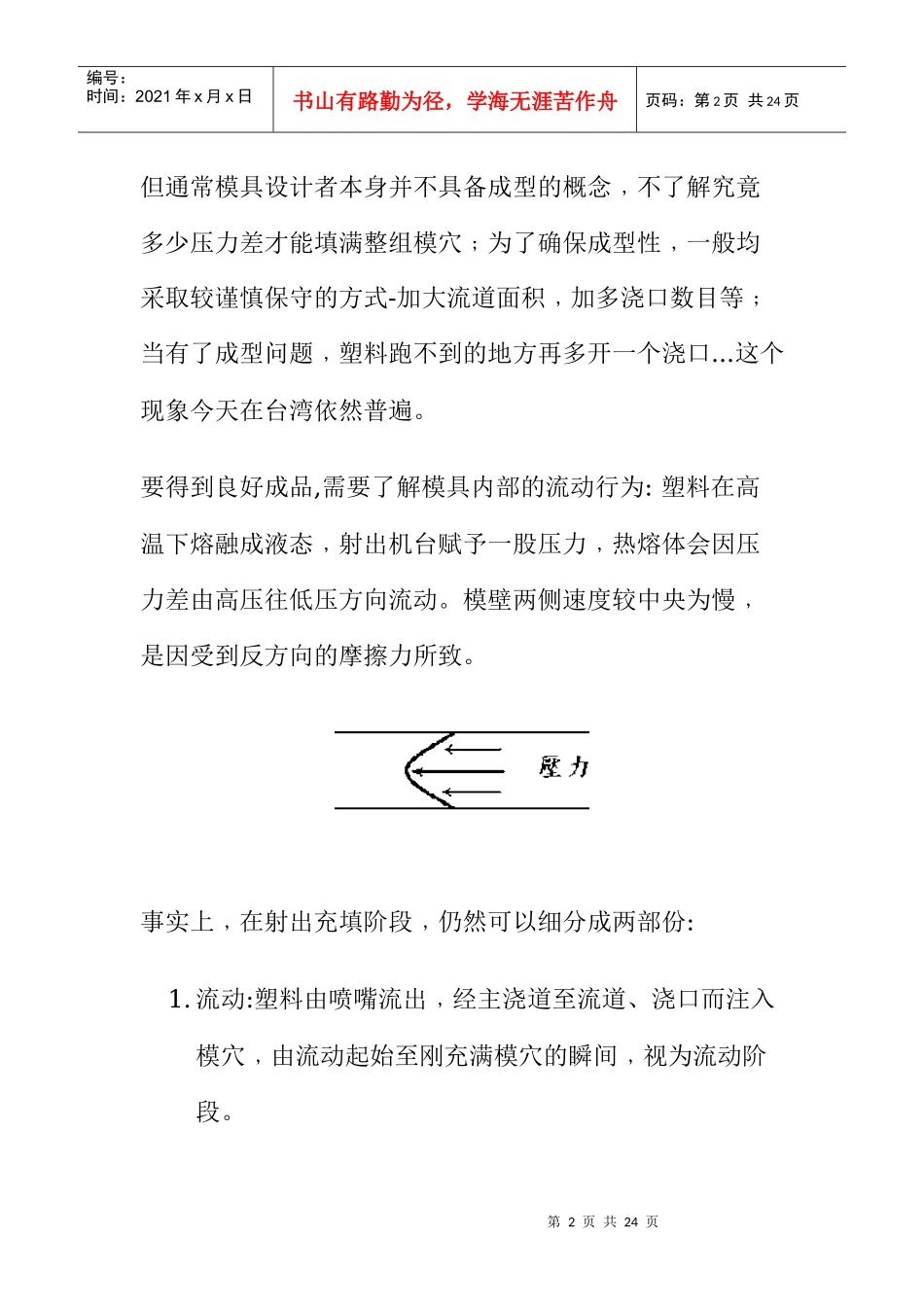
要得到良好成品,需要了解模具内部的流动行为:塑料在高温下熔融成液态﹐射出机台赋予一股压力﹐热熔体会因压力差由高压往低压方向流动
模壁两侧速度较中央为慢﹐是因受到反方向的摩擦力所致
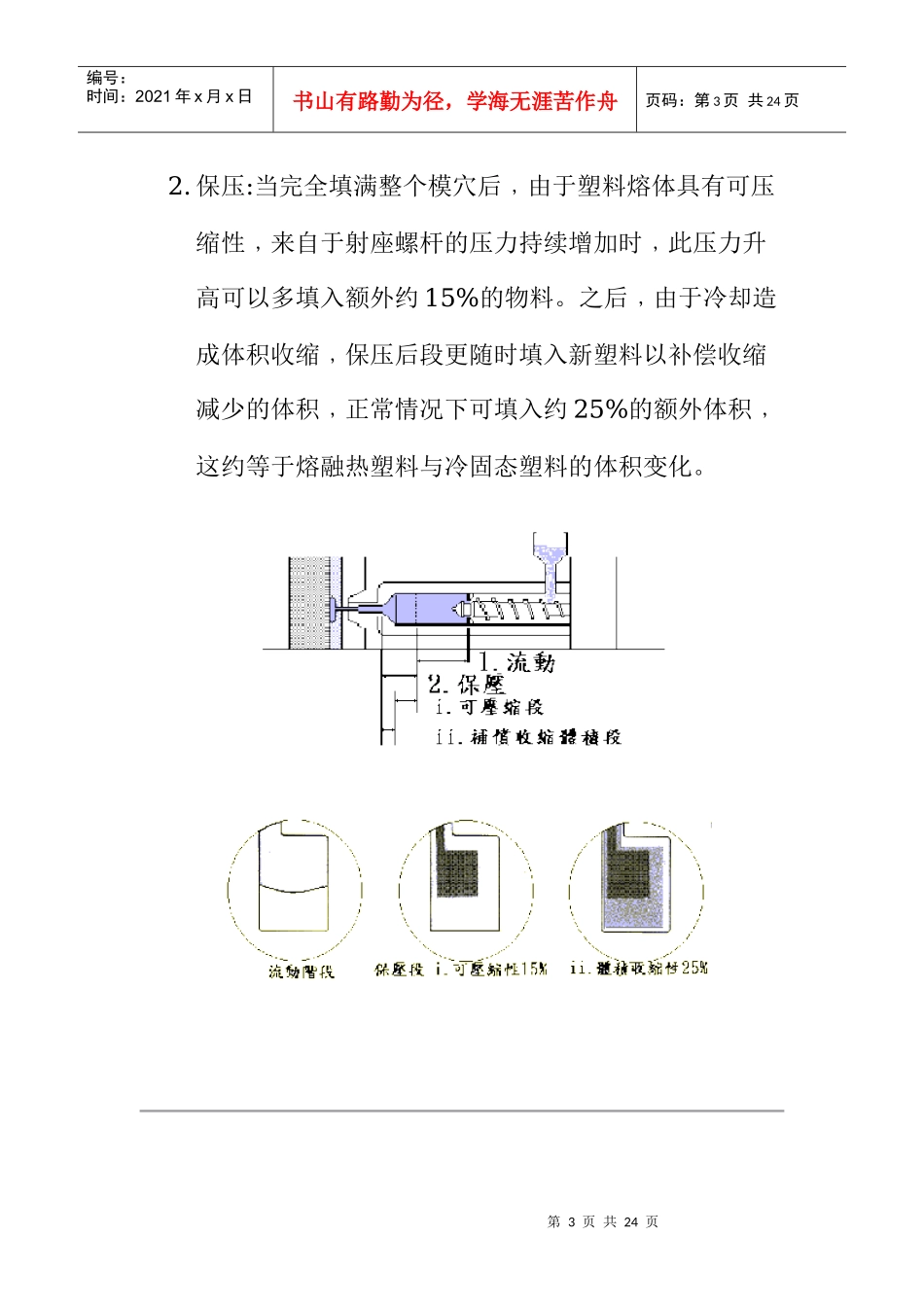
事实上﹐在射出充填阶段﹐仍然可以细分成两部份:1
流动:塑料由喷嘴流出﹐经主浇道至流道、浇口而注入模穴﹐由流动起始至刚充满模穴的瞬间﹐视为流动阶段
第3页共24页第2页共24页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共24页2
保压:当完全填满整个模穴后﹐由于塑料熔体具有可压缩性﹐来自于射座螺杆的压力持续增加时﹐此压力升高可以多填入额外约15%的物料
之后﹐由于冷却造成体积收缩﹐保压后段更随时填入新塑料以补偿收缩减少的体积﹐正常情况下可填入约25%的额外体积﹐这约等于熔融热塑料与冷固态塑料的体积变化
第4页共24页第3页共24页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共24页模具设计正确观念传统进行一项塑