一、实习目的:1、熟练掌握毛坯切削循环的使用条件和编程方法
2、熟练掌握锥度的计算、编程及检验方法
3、能够合理安排加工路线和选择切削用量,提高加工质量
4、熟练掌握子程序的编程方法
二、实习内容:根据自己设计的零件图编程,确定加工工艺,编制加工程序,在数控仿真软件上仿真,最后在数控机床上将零件加工出来
三、实习安排1、第一周前两天,学习数控编程,编写程序
2、第一周后三天,学习数控车床实际操作:数控车床的对刀、数控程序调用、程序仿真
3、第二周,学习数控编程,编写程序,利用斯沃仿真软件进行电脑仿真及上机床调试加工
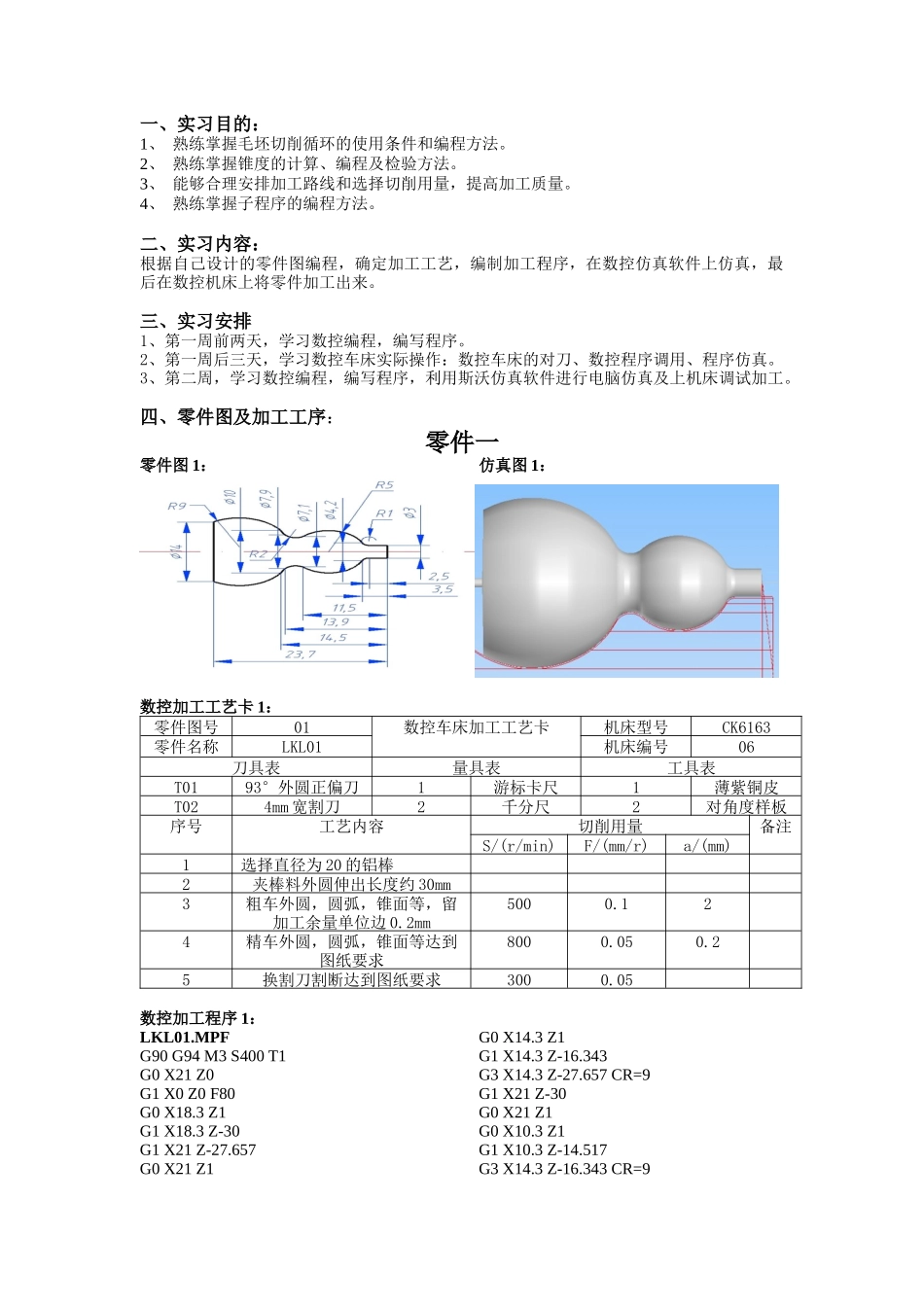
四、零件图及加工工序:零件一零件图1:仿真图1:数控加工工艺卡1:零件图号01数控车床加工工艺卡机床型号CK6163零件名称LKL01机床编号06刀具表量具表工具表T0193°外圆正偏刀1游标卡尺1薄紫铜皮T024mm宽割刀2千分尺2对角度样板序号工艺内容切削用量备注S/(r/min)F/(mm/r)a/(mm)1选择直径为20的铝棒2夹棒料外圆伸出长度约30mm3粗车外圆,圆弧,锥面等,留加工余量单位边0
2mm5000
124精车外圆,圆弧,锥面等达到图纸要求8000
25换割刀割断达到图纸要求3000
05数控加工程序1:LKL01
MPFG90G94M3S400T1G0X21Z0G1X0Z0F80G0X18
3Z1G1X18
3Z-30G1X21Z-27
657G0X21Z1G0X14
3Z1G1X14
343G3X14
657CR=9G1X21Z-30G0X21Z1G0X10
3Z1G1X10
517G3X14
343CR=9G0X14
3Z1G0X6
3Z1G0X6
3Z-4G3X7
409Z-11
516CR=5G2X8
221Z-13
918CR=1
5G1X10
517CR=9