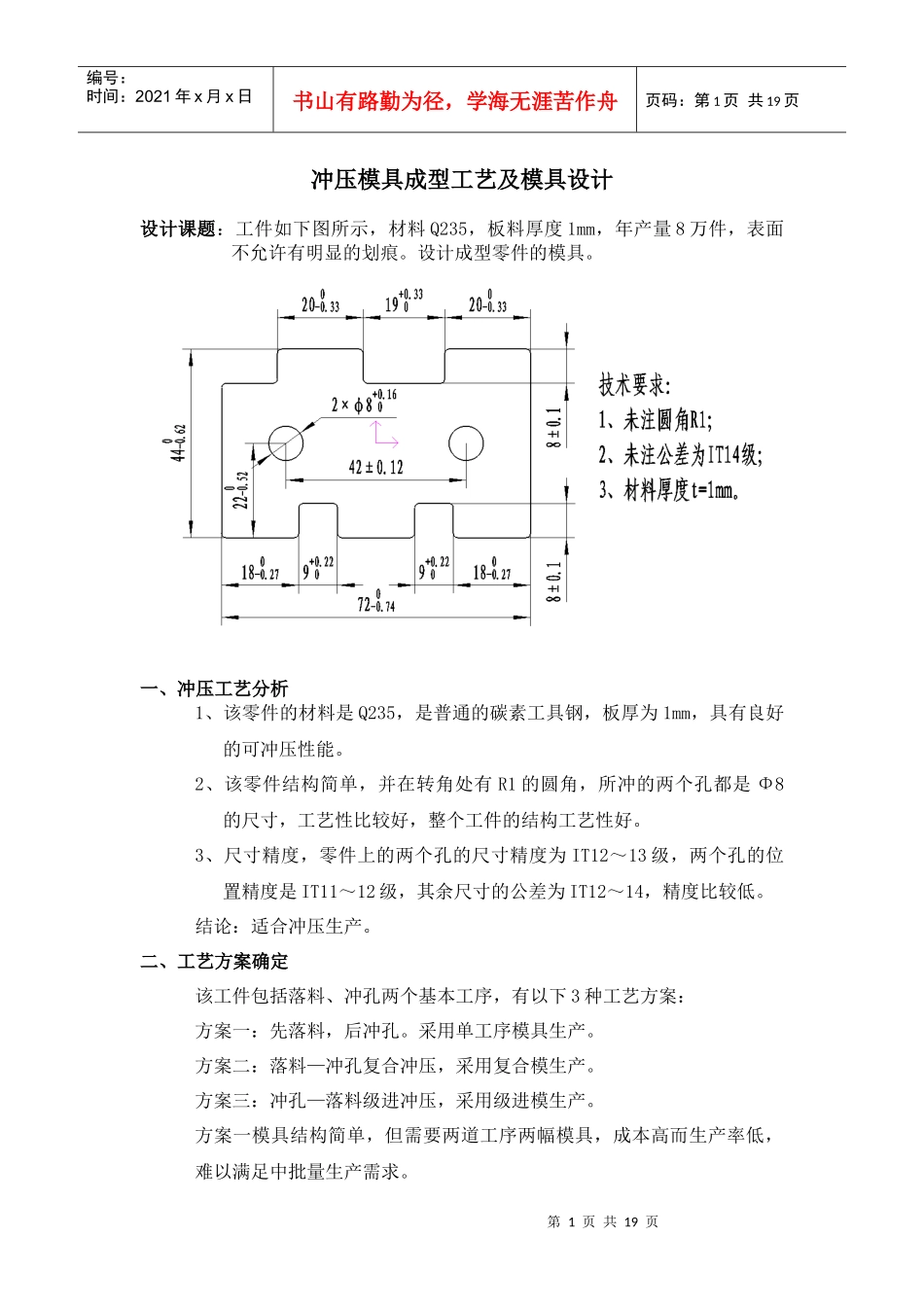
第1页共19页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共19页冲压模具成型工艺及模具设计设计课题:工件如下图所示,材料Q235,板料厚度1mm,年产量8万件,表面不允许有明显的划痕
设计成型零件的模具
一、冲压工艺分析1、该零件的材料是Q235,是普通的碳素工具钢,板厚为1mm,具有良好的可冲压性能
2、该零件结构简单,并在转角处有R1的圆角,所冲的两个孔都是Φ8的尺寸,工艺性比较好,整个工件的结构工艺性好
3、尺寸精度,零件上的两个孔的尺寸精度为IT12~13级,两个孔的位置精度是IT11~12级,其余尺寸的公差为IT12~14,精度比较低
结论:适合冲压生产
二、工艺方案确定该工件包括落料、冲孔两个基本工序,有以下3种工艺方案:方案一:先落料,后冲孔
采用单工序模具生产
方案二:落料—冲孔复合冲压,采用复合模生产
方案三:冲孔—落料级进冲压,采用级进模生产
方案一模具结构简单,但需要两道工序两幅模具,成本高而生产率低,难以满足中批量生产需求
第2页共19页第1页共19页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共19页方案二只需一副模具,工件精度及生产效率都较高
方案三也只需要一副模具,生产效率高,操作方便,但位置精度不如复合模具冲裁精度高
通过对上述三种方案的分析比较,成型该零件应该采用方案二复合模具成型
三、确定模具类型及结构形式1、该零件质量要求不高,板的厚度有1mm,孔边距有14mm,所以可以选用倒装复合模
2、定位方式的选择:控制条料的送进方向采用两个导料销,控制条料的送进步距采用挡料销
3、卸料、出件方式的选择:采用弹性卸料
下出件,上模刚性顶件
4、导向方式的选择:为了方便操作,该模具采用后侧导柱的导向方式
冲压件的形状简单、精度要求不高、生产批量为中批量,为了使得模具寿命较高,采用有导向、弹性