第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页客车车身“封板结构优化”的工艺方案一、任务来源及目标《质量再开发实施工作计划》要求;《“封板结构优化”8D项目》要求;优化目标:地板封板立面平整度误差≤2
0mm,拐角直线度误差≤2
0mm,打胶平整、光滑平整度误差≤2
二、实施目的1
对现有封板总成结构进行工艺优化,规范现场封板焊装操作;2
提高封板表面平整度,避免由于封板焊装不平引起地板革粘接鼓包的现象;三、实施方案根据“封板结构优化”8D项目启动会会议纪要精神,此次工艺优化主要以城市客车为基础,主要针对车身过道封板、车身轮罩处封板和踏步封板的优化,该封板结构优化方案先进行样车验证(1台),对比评审后进行推广应用
此次封板结构优化涉及到木地板安装部分的,封板端面高出骨架8~10mm的工艺规范继续执行
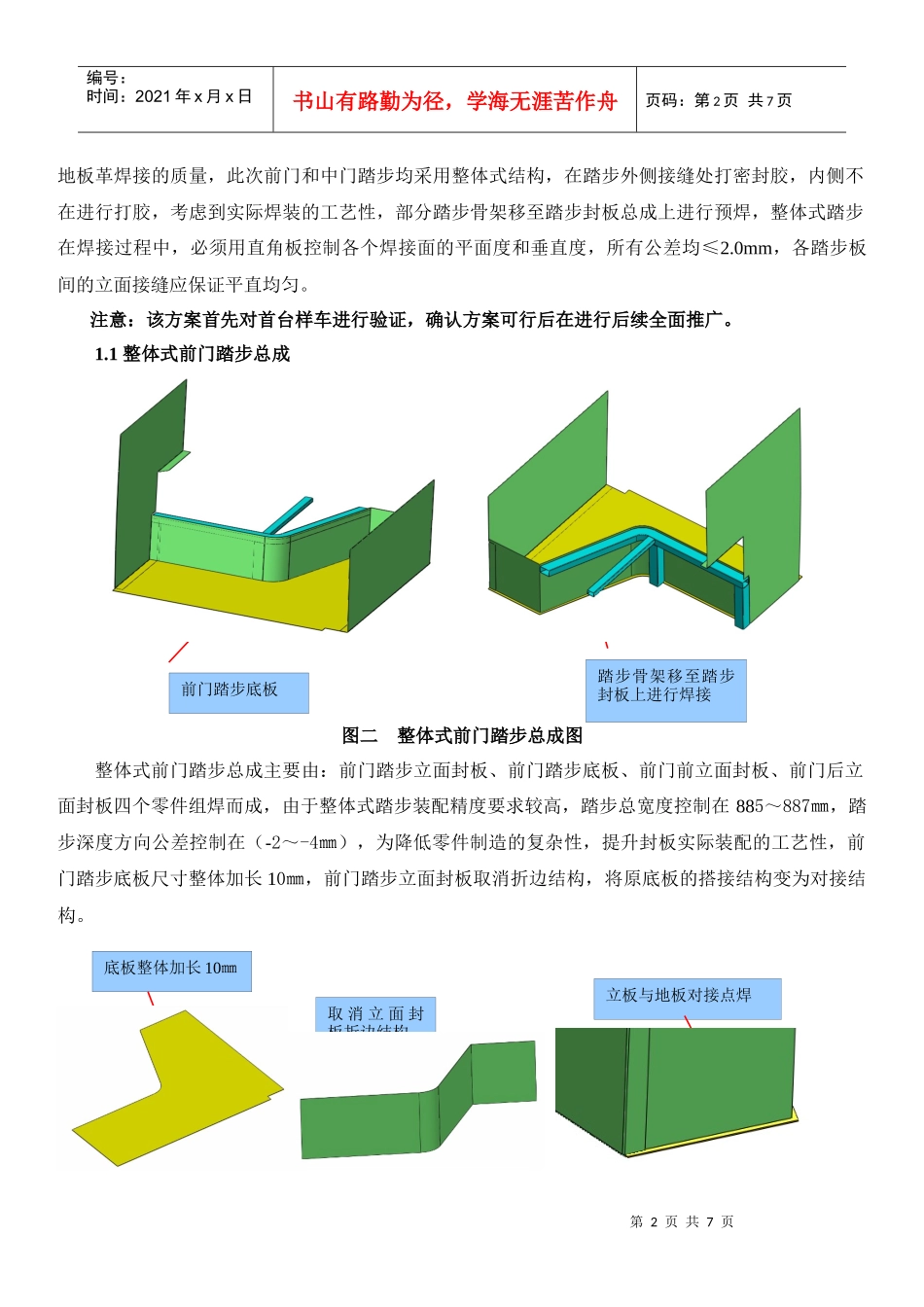
封板总体结构图一封板总体焊装结构图1踏步封板结构优化踏步主要有前门和中门两部分组成,其安装目前有整体式和分片式安装两中形式,为确保后续后轮罩区域前轮罩区域中门踏步前门踏步前过道区域后过道区域第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页地板革焊接的质量,此次前门和中门踏步均采用整体式结构,在踏步外侧接缝处打密封胶,内侧不在进行打胶,考虑到实际焊装的工艺性,部分踏步骨架移至踏步封板总成上进行预焊,整体式踏步在焊接过程中,必须用直角板控制各个焊接面的平面度和垂直度,所有公差均≤2
0mm,各踏步板间的立面接缝应保证平直均匀
注意:该方案首先对首台样车进行验证,确认方案可行后在进行后续全面推广
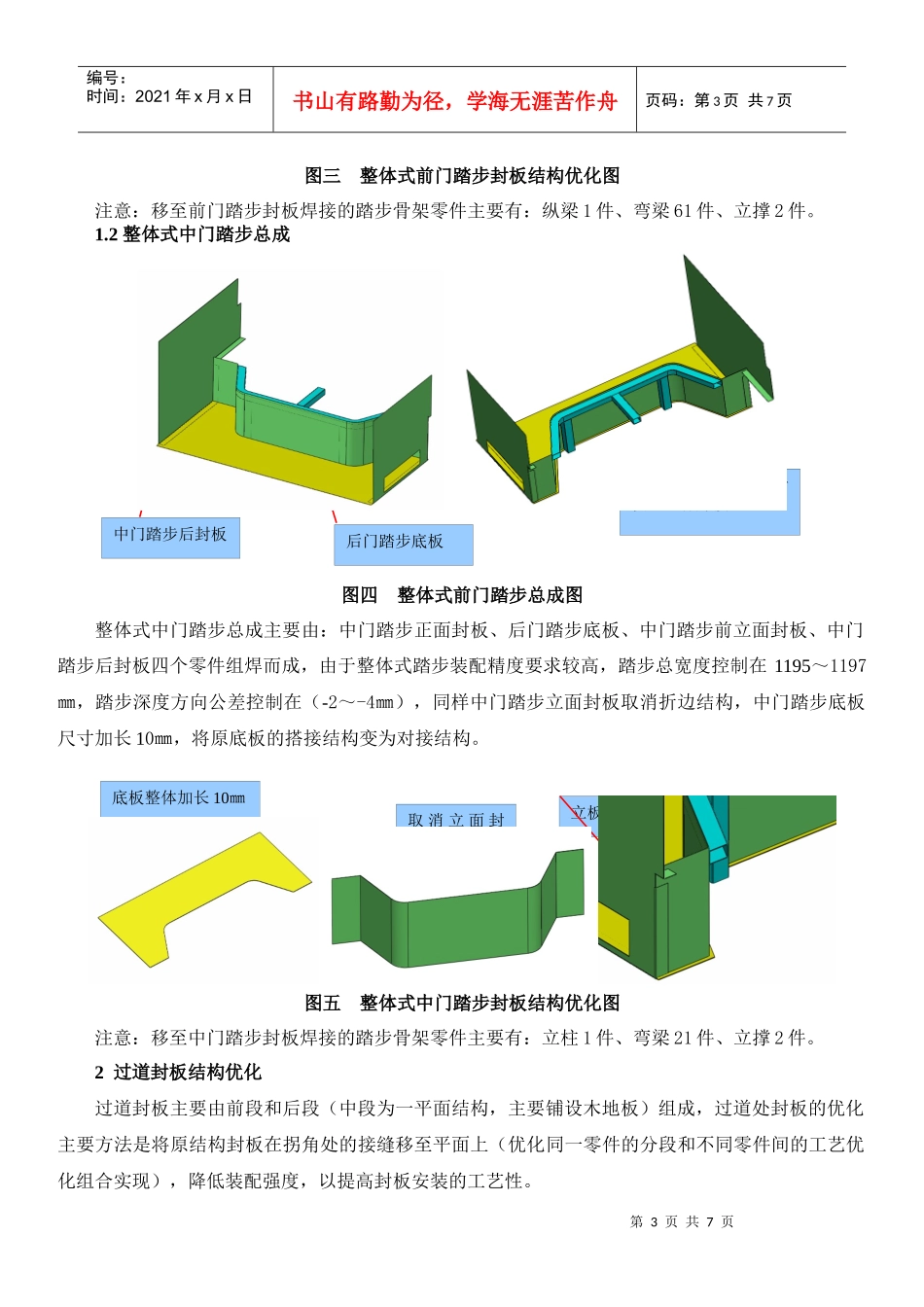
1整体式前门踏步总成图二整体式前门踏步总成图整体式前门踏步总成主要由:前门踏步立面封板、前门踏步底板、前门前立面封板、前门后立面封板四个零件组焊而成,由于整体式踏步装配精度要求较高,