钢结构零件的下料、加工及矫正一、零件放样及下料(一)放样1)采用CAD电脑软件对钢箱梁、组合梁各构件进行准确放样,部分结构复杂部位结合立体图进行立体放样,绘制各构件零件详图,作为绘制下料套料图及数控编程的依据
2)放样时按工艺要求预留制作和安装焊接收缩补偿量、加工余量及线形调整量
(二)下料1)下料前核对钢材的牌号、规格、材质等相关资料,检查钢材表面质量
2)下料严格按工艺套料图进行,保证主要构件受力方向与钢材轧制方向一致
钢板及大型零件的起吊转运采用磁力吊具,U型肋、扁钢加劲板等采用专用吊具起吊,保证钢板及下料后零件的平整度
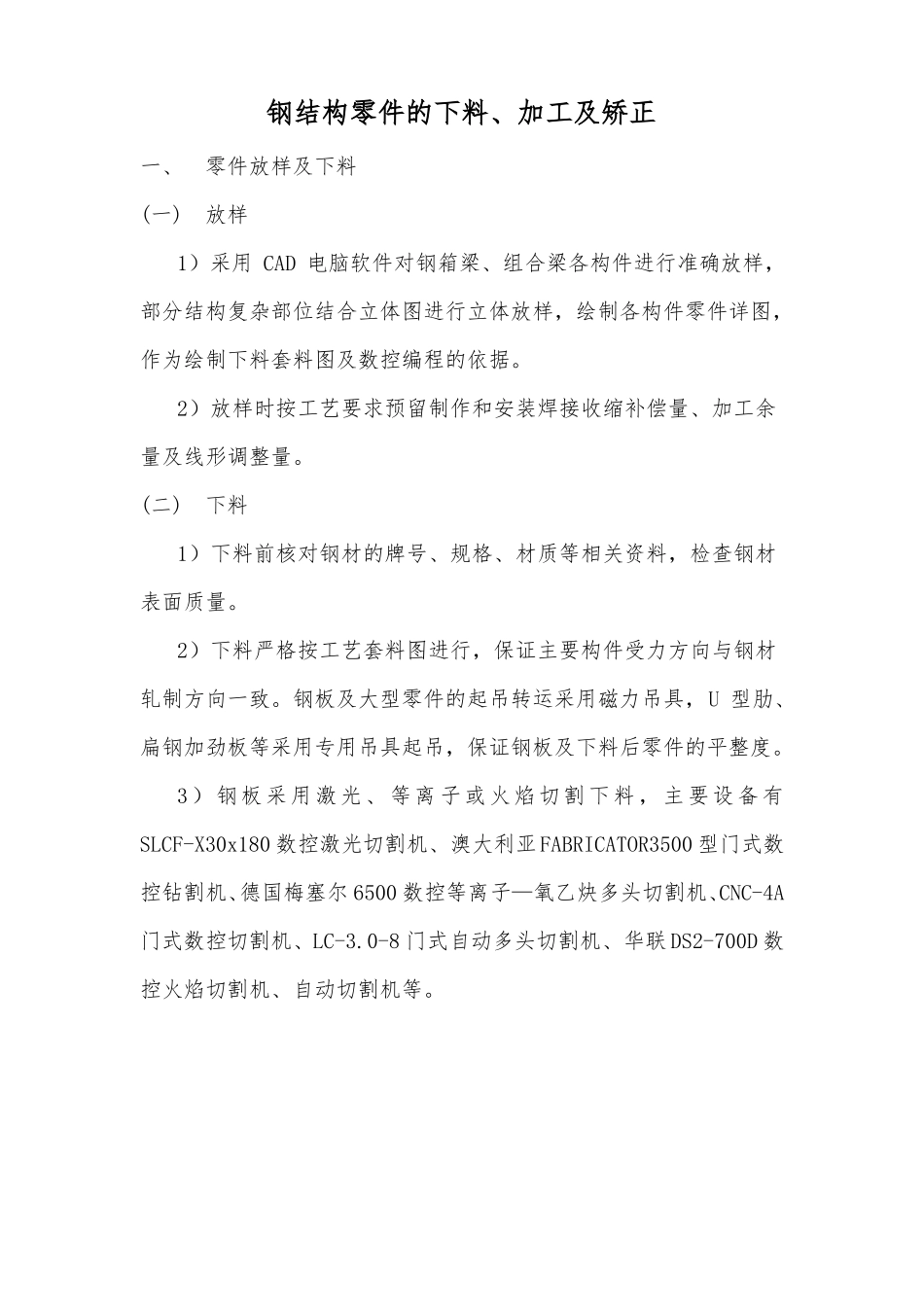
3)钢板采用激光、等离子或火焰切割下料,主要设备有SLCF-X30x180数控激光切割机、澳大利亚FABRICATOR3500型门式数控钻割机、德国梅塞尔6500数控等离子—氧乙炔多头切割机、CNC-4A门式数控切割机、LC-3
0-8门式自动多头切割机、华联DS2-700D数控火焰切割机、自动切割机等
4)U型肋采用仿形轨道自动切割机进行切割
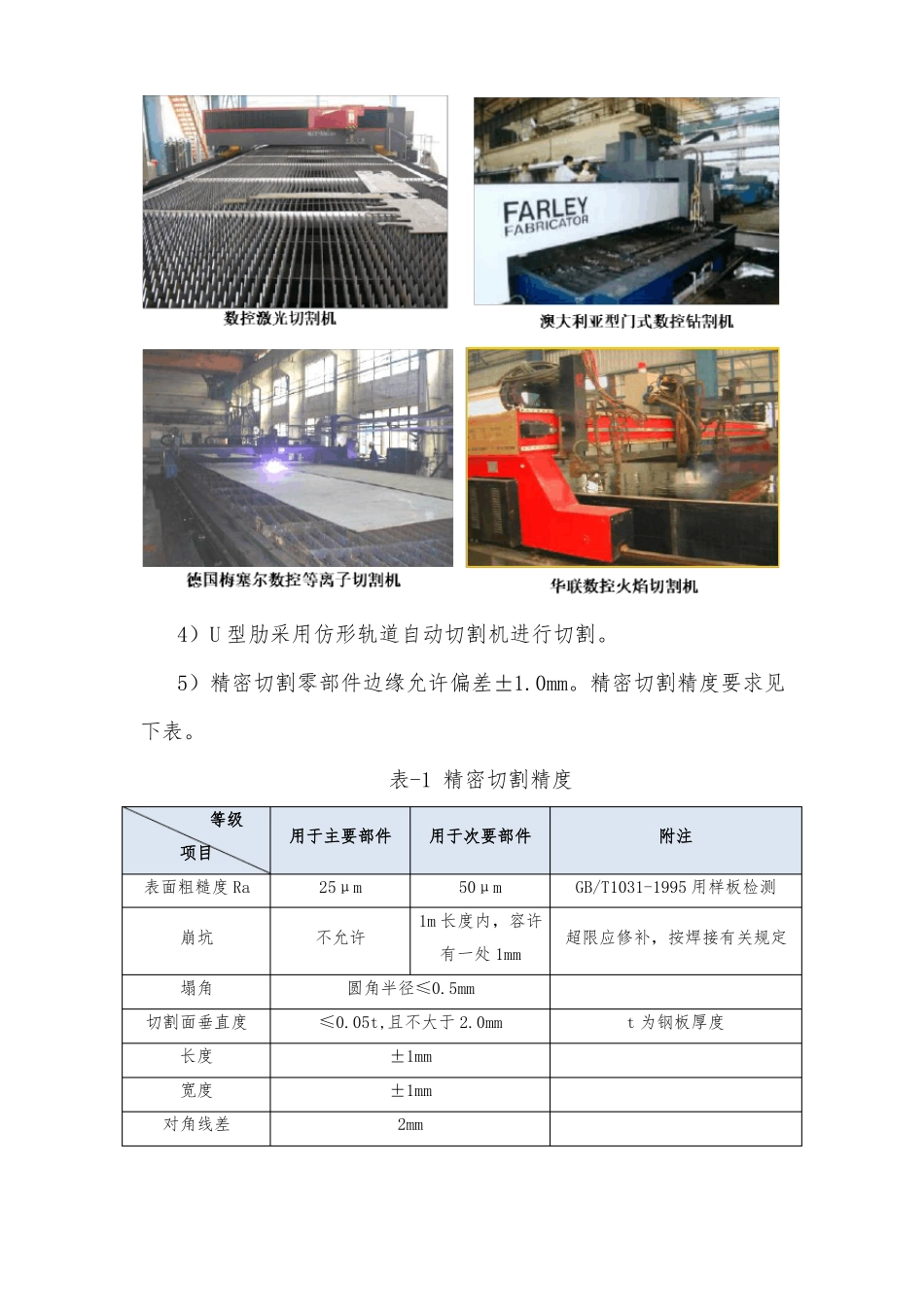
5)精密切割零部件边缘允许偏差±1
精密切割精度要求见下表
表-1精密切割精度等级项目表面粗糙度Ra崩坑塌角切割面垂直度长度宽度对角线差用于主要部件25μm不允许用于次要部件50μm1m长度内,容许有一处1mm附注GB/T1031-1995用样板检测超限应修补,按焊接有关规定t为钢板厚度圆角半径≤0
05t,且不大于2
0mm±1mm±1mm2mm直线度型钢端头垂直度≤2mm≤2mm6)火焰切割的工艺要求(1)在钢材加工之前,应用有代表性的试件进行火焰切割工艺评定
对于切割前已经过抛丸除锈预处理并喷上车间底漆的钢材,其进行火焰切割工艺评定的试件,亦应涂上同样的底漆
(2)进行火焰切割工艺评定的试件,当厚度为20mm时,其工艺评定的结果亦适用于小于20mm的各种厚度的钢材;厚度为40mm时,