XXX机械制造有限公司压铸模具设计制作标准与检验规范编制(Compile):审核(Verify):批准(Approve):Distribution:分发部门:□总经理/GM□管理者代表/ManagementRepresentative□总经办■品质部■市场部■工程部■模具部□行政部■文控中心■压铸生产■后处理车间■采购部版本号:001修订号:1受控特性:受控发放编号:发布日期:2020年03月14日生效日期:年月日一、目的1
按本公司的压铸机规格尺寸设计模具与压铸机配合尺寸,防止干涉;2
模具各部件制作标准化,便于生产使用装拆,缩短了换模时间
二、适用范围本公司模具设计制造和外协厂商
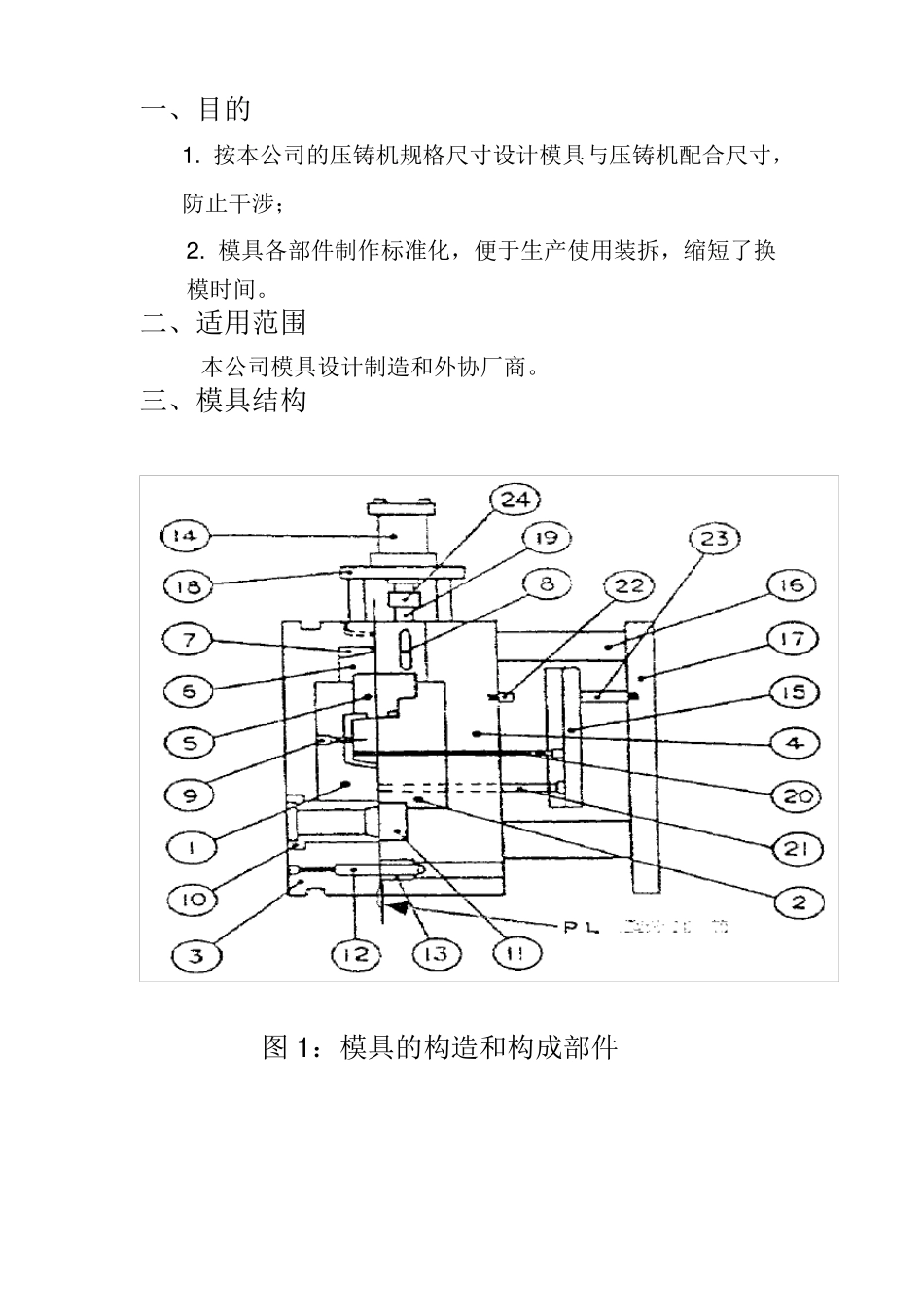
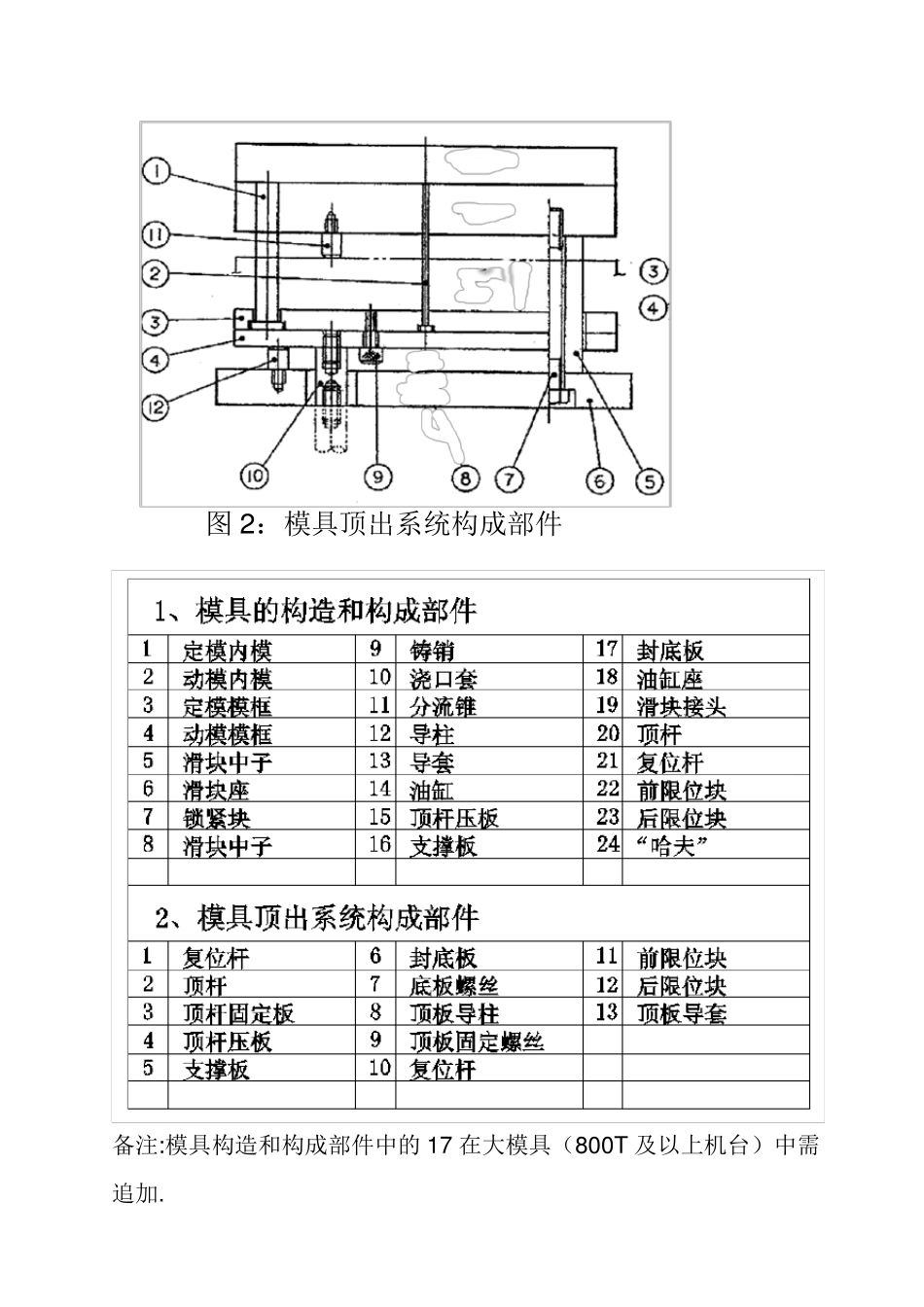
三、模具结构图1:模具的构造和构成部件图2:模具顶出系统构成部件备注:模具构造和构成部件中的17在大模具(800T及以上机台)中需追加
四、模具与压铸机配合结构尺寸4
选用标准料管时模具与压铸机配合尺寸见下图;4
模具与压铸机配合压板槽,拉杆孔,模具总厚相关尺寸见下图;注:800吨及800吨以上必须做封底版(特殊情况需提出)五、外模结构5
每副模具固定模和活动模的模架顶部和底部(天侧和地侧)各做2个吊环孔,左右侧有位置也需加上,需设于模具的重心上(每半模),吊环平面必须安装到位与模面平齐,吊装时不允许干涉水管,装模时吊起的倾斜角度不能大于5°,以利于吊装时的安全
吊环规格表5
钻吊环孔时,需先做5mm深的避空孔
如下图所示5
冷却水管和恒温油管接头螺纹为PT1/4;PT3/8
所有的冷却水管、油管必须全部装配上,同时用5BAR气压进行测试,不能漏水漏油
模架上用IN1&OUT1(IN2&OUT2……)标识(含点冷、直通冷却、恒温油管)
模架上水管过孔直径壁空至少N+10mm;模架上顶针过孔直径壁空N+2mm
5点冷却水管要求编号,并在冷却塔上安装阀门,控制每只点