一、适用范围本标准适用于建筑、冷藏等用途的中空玻璃
二、引用文件2
1以浮法玻璃作为基片,应符合GB11614—2009
2以钢化玻璃作为基片,应符合GB15763
2-2005标准规定
3以夹胶玻璃作为基片,应符合GB15763
2-2009标准规定
4以喷砂玻璃作为基片,喷砂层透光检查薄厚必须均匀,不允许有漏光和表面喷砂粗糙现象
三、技术要求3
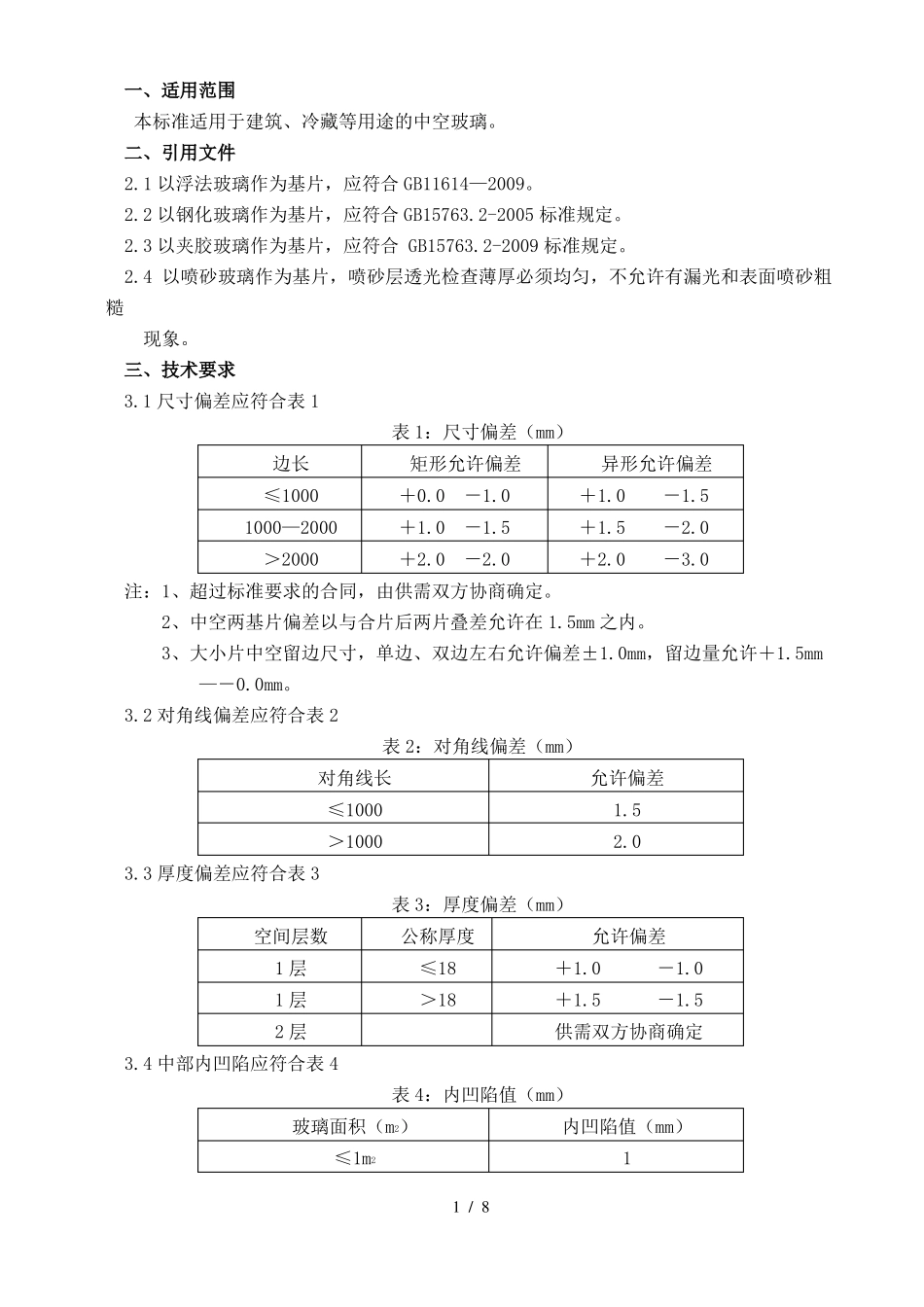
1尺寸偏差应符合表1表1:尺寸偏差(mm)边长≤10001000—2000>2000矩形允许偏差+0
0异形允许偏差+1
0注:1、超过标准要求的合同,由供需双方协商确定
2、中空两基片偏差以与合片后两片叠差允许在1
3、大小片中空留边尺寸,单边、双边左右允许偏差±1
0mm,留边量允许+1
5mm—-0
2对角线偏差应符合表2表2:对角线偏差(mm)对角线长≤1000>10003
3厚度偏差应符合表3表3:厚度偏差(mm)空间层数1层1层2层3
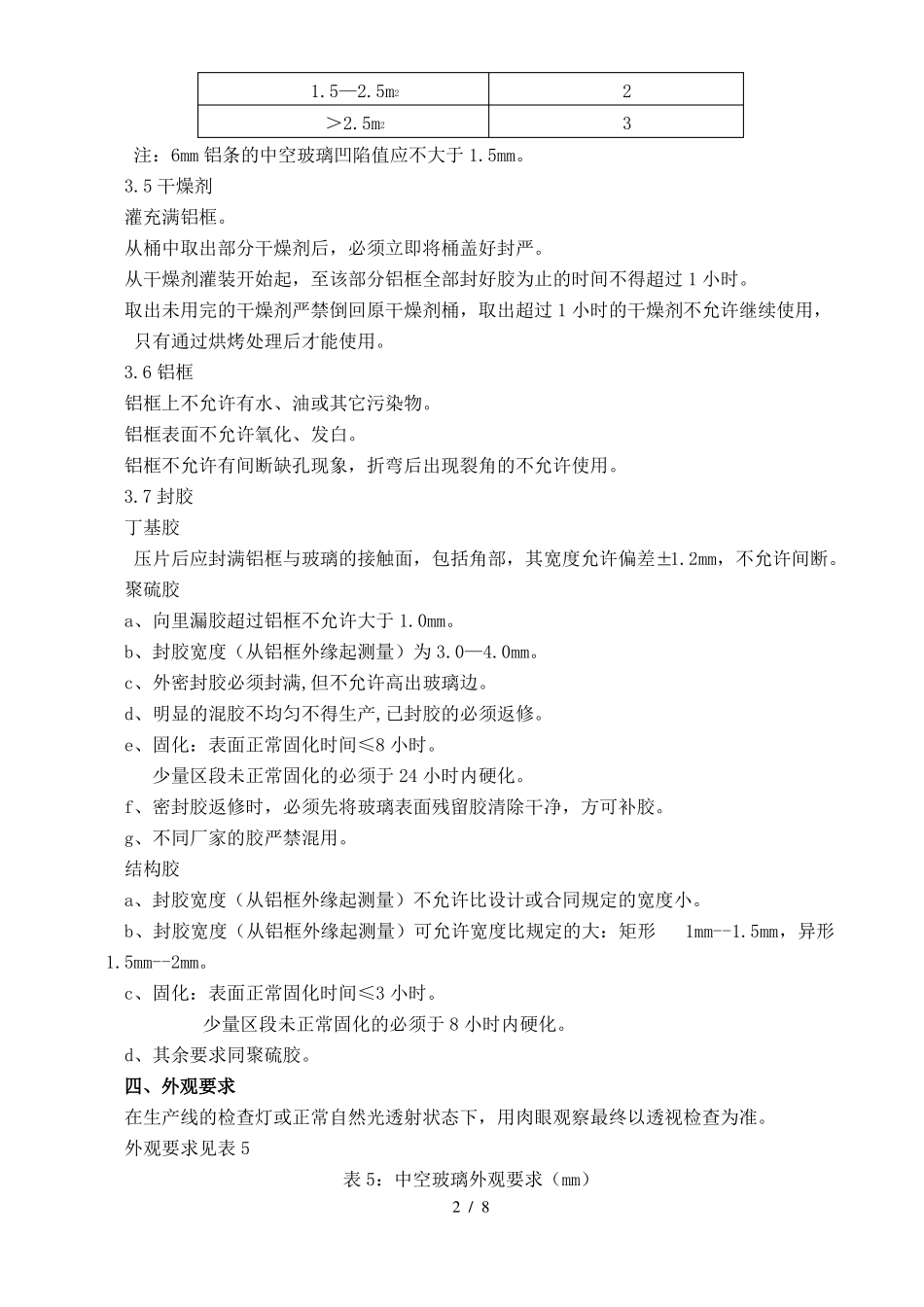
4中部内凹陷应符合表4表4:内凹陷值(mm)玻璃面积(m2)≤1m21/8允许偏差1
0公称厚度≤18>18允许偏差+1
5供需双方协商确定内凹陷值(mm)11
5m注:6mm铝条的中空玻璃凹陷值应不大于1
5干燥剂灌充满铝框
从桶中取出部分干燥剂后,必须立即将桶盖好封严
223从干燥剂灌装开始起,至该部分铝框全部封好胶为止的时间不得超过1小时
取出未用完的干燥剂严禁倒回原干燥剂桶,取出超过1小时的干燥剂不允许继续使用,只有通过烘烤处理后才能使用
6铝框铝框上不允许有水、油或其它污染物
铝框表面不允许氧化、发白
铝框不允许有间断缺孔现象,折弯后出现裂角的不允许使用
7封胶丁基胶压片后应封满铝框与玻璃的接