第1页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共33页一
量测的意义消除感官错觉的最好方法就是靠量测,计数及秤重
经由这些行动,我们才可以摆脱感官对大小,数量及质量的控制
这就是量测的意义
基本概念任何量测,如果其结果与真实现象相差很大,则此量结果不应该被使用,否则会造成误导
因此从事量测时,应以适当精密的量具,在一定环境条件下,由经过训练的人员,依照特定的操作规范来执行量测工作,但是即使是按照以上的条件来量测,量测结果还是会有偏差,这是由于量具本身的偏差,环境条件的不稳定,人为的操作不一致等原因所造成的
因此,我们要以找出量具本身的偏差,在稳定的条件下使用量具,操作使用方法的一致性来尽量减低量测误差
阿贝(Abbe)原理所谓阿贝原理是指:在刻度线之延长线上测量工件长度,其误差较小
/当工件测量的轴线与量具标准尺寸线相重合或成一直线时就可获得最高精准度.四
量测误差之来源1
使用已磨损之量具
使用没有定期校正之量具
使用量具的方法不正确
选用不正当的量具
未注意工作本身的情况
量具本身保养欠妥7
操作环境的不稳定;如:温度的影响第2页共33页第1页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共33页8
量测的品质:准确度(Accuracy)和精确度(Precision)准确度不良,精确度良好准确度良好,精确度不好精确度准确度再现度准确度不良,精确度不良
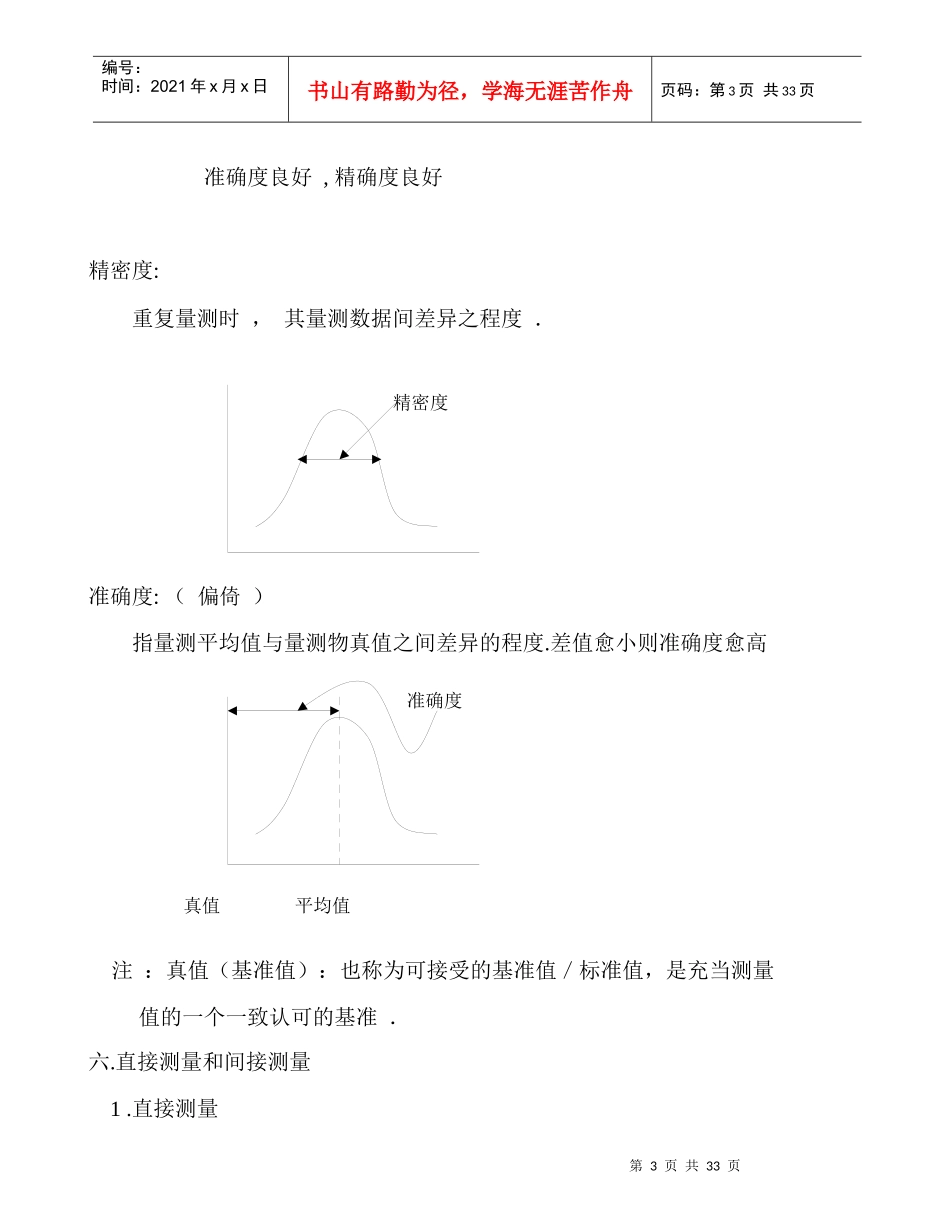
第3页共33页第2页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共33页准确度良好,精确度良好精密度:重复量测时,其量测数据间差异之程度.准确度:(偏倚)指量测平均值与量测物真值之间差异的程度
差值愈小则准确度愈高注:真值(基准值):也称为可接受的基准值/标准值,是充当测量值