1EN150852焊接工艺规程及焊接工艺评定2
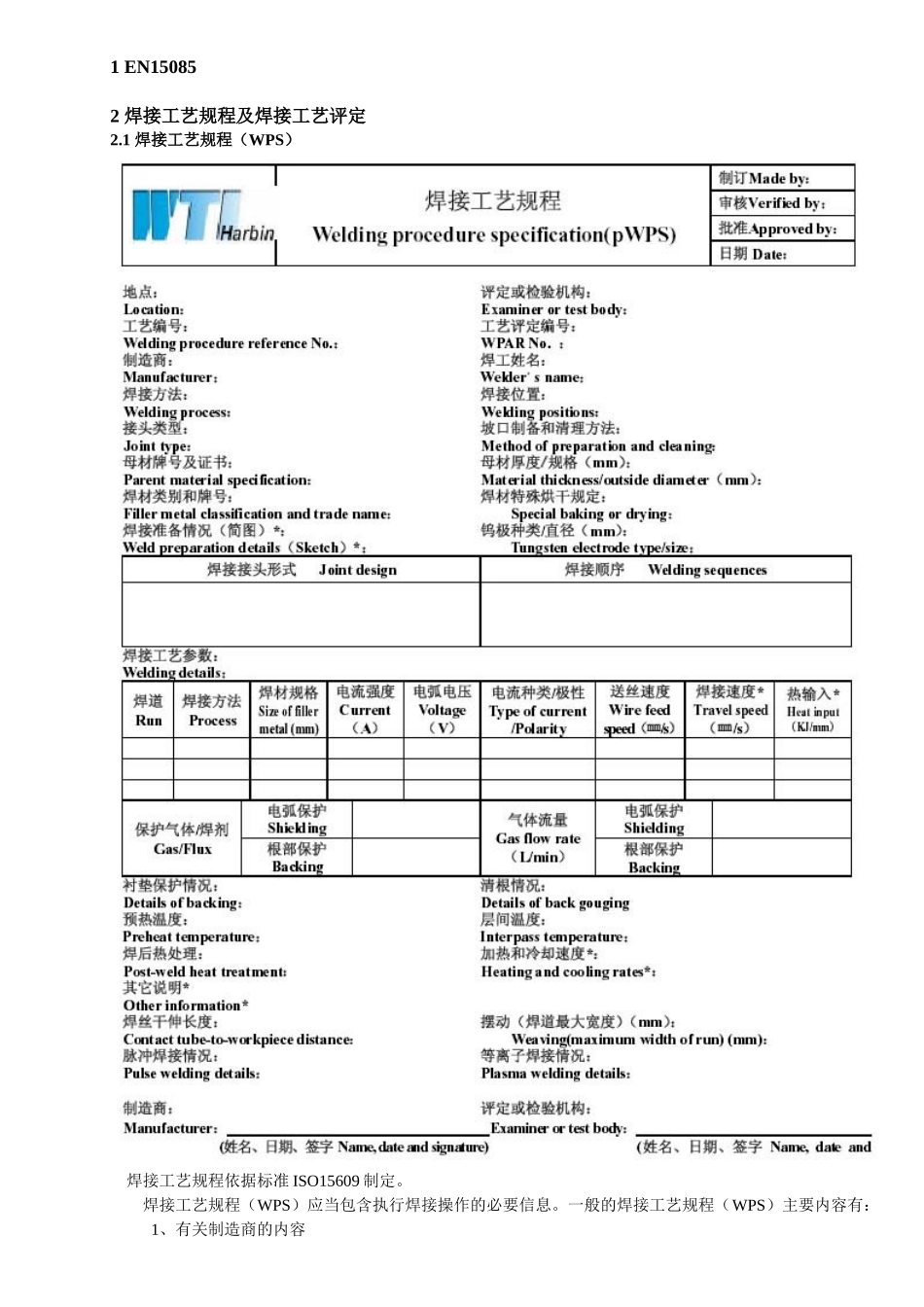
1焊接工艺规程(WPS)焊接工艺规程依据标准ISO15609制定
焊接工艺规程(WPS)应当包含执行焊接操作的必要信息
一般的焊接工艺规程(WPS)主要内容有:1、有关制造商的内容2、有关母材的内容3、所有焊接工艺的通用性4、有关焊接方法的特殊要求对于具体应用而言,可根据实际情况做增减处理
1有关制造商的内容-制造商的标识;-WPS标识;-关于WPAR记录(或其它相关文件)的编号
2有关母材的内容1
1母材种类-材料标识、标准编号-材料类组1
2工件尺寸-接头的厚度范围-管子的外径范围1
3所有焊接工艺通用性的内容1
1焊接工艺方法使用的焊接工艺方法按ISO4063表示
2接头设计-接头设计图应当显示形状和尺寸注:参照接头设计的有关标准可以给出细节
-焊接次序可能对接头性能产生影响时,应明确给出焊道顺序
3焊接位置焊接位置按ISO6947的规定
4接头的制备-接头制备的方法、清理、去污,包括将要使用的方法
-装夹及定位焊接;1
5焊接技能:-无摆动;-摆动:1)对手工焊而言,焊道的最大宽度,2)对机械化焊接和自动焊而言,摆动的最大幅度、频率和时间-焊炬、电极及/或焊丝的角度
6背面清根:-将要使用的方法;-深度和形状
7衬垫:-衬垫的方法和类型,材料和尺寸;-对于气体衬垫要求使用工艺类组13、14、15的保护气体
8焊接材料-标识:制造商及商标;-尺寸(规格):焊条/焊丝的直径或焊带的宽度及厚度;-保管和使用要求:烘干、大气暴露时间、再烘干等
9电参数-电流的种类(直流或交流)及极性;-必要时,脉冲焊接详细信息(机器设置、程序选择);-电流范围;-电压范围
10机械化焊接及自动焊-行走速度范围;-送丝(带)速度范围
如果设备不允许控制两个参