第0页共190页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第0页共190页4.3锅炉质量检查表4
1立柱检查:1适用范围:钢架立柱检查
2立柱检查、横梁及支撑的检查可以在每层钢架中抽取一定数量的设备检测,不用逐根检测,但主梁和主柱应全部进行检测
具体的抽检比例由监理和施工单位共同确定,抽查数量应能代表整批设备的质量分布特性
对有明显偏差的立柱、横梁及支撑必须进行检测
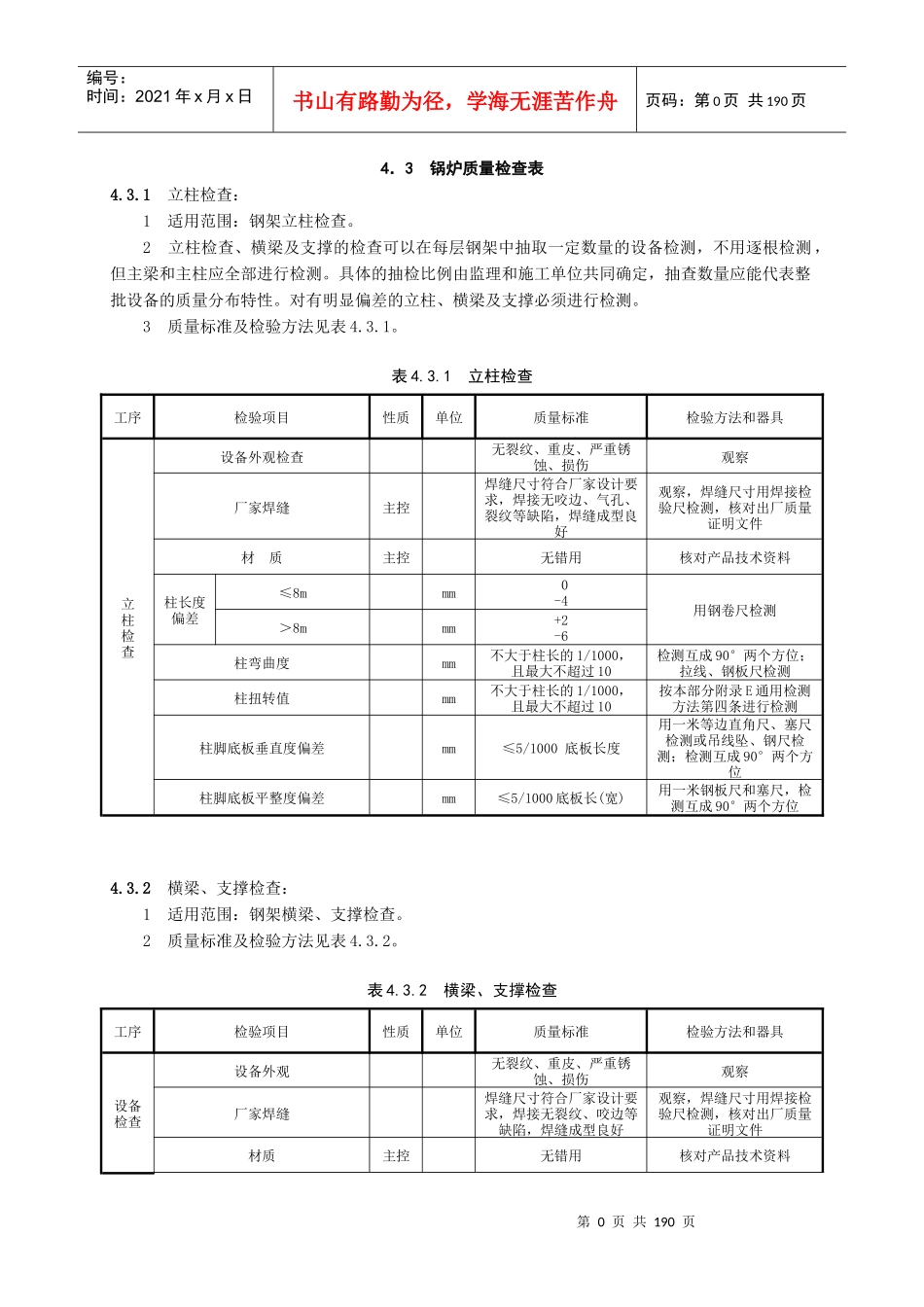
3质量标准及检验方法见表4
1立柱检查工序检验项目性质单位质量标准检验方法和器具立柱检查设备外观检查无裂纹、重皮、严重锈蚀、损伤观察厂家焊缝主控焊缝尺寸符合厂家设计要求,焊接无咬边、气孔、裂纹等缺陷,焊缝成型良好观察,焊缝尺寸用焊接检验尺检测,核对出厂质量证明文件材质主控无错用核对产品技术资料柱长度偏差≤8mmm0-4用钢卷尺检测>8mmm+2-6柱弯曲度mm不大于柱长的1/1000,且最大不超过10检测互成90°两个方位;拉线、钢板尺检测柱扭转值mm不大于柱长的1/1000,且最大不超过10按本部分附录E通用检测方法第四条进行检测柱脚底板垂直度偏差mm≤5/1000底板长度用一米等边直角尺、塞尺检测或吊线坠、钢尺检测;检测互成90°两个方位柱脚底板平整度偏差mm≤5/1000底板长(宽)用一米钢板尺和塞尺,检测互成90°两个方位4
2横梁、支撑检查:1适用范围:钢架横梁、支撑检查
2质量标准及检验方法见表4
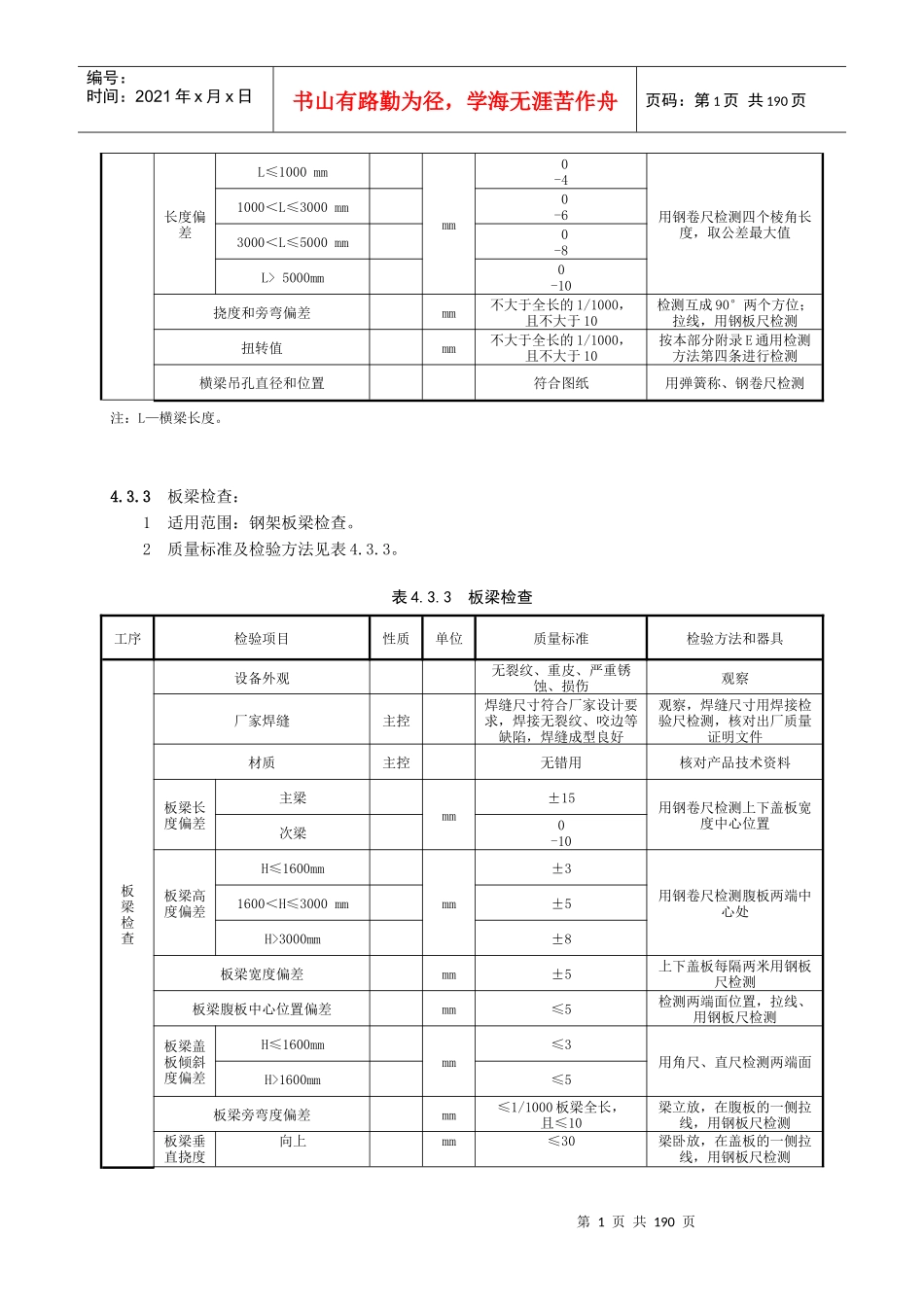
2横梁、支撑检查工序检验项目性质单位质量标准检验方法和器具设备检查设备外观无裂纹、重皮、严重锈蚀、损伤观察厂家焊缝焊缝尺寸符合厂家设计要求,焊接无裂纹、咬边等缺陷,焊缝成型良好观察,焊缝尺寸用焊接检验尺检测,核对出厂质量证明文件材质主控无错用核对产品技术资料第1页共190页第0页共190页编号:时间:2021年x月x日书山有路勤为径,学海