第1页共19页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共19页易出现质量通病工序的质量控制要求操作人员质量意识和技术能力是影响工程质量的主要因素,为了提高作业人员技术水平,保证工程质量,避免和减少类似质量问题重复出现,现将易发生质量问题工序的质量要求强调如下:一、设备安装:座浆凿坑设备垫铁安装座浆坑的长度和宽度比垫板的长度和宽度大60~80mm凿入基础表面的深度应不小于30mm,且座浆层混凝土的厚度应不小于50mm
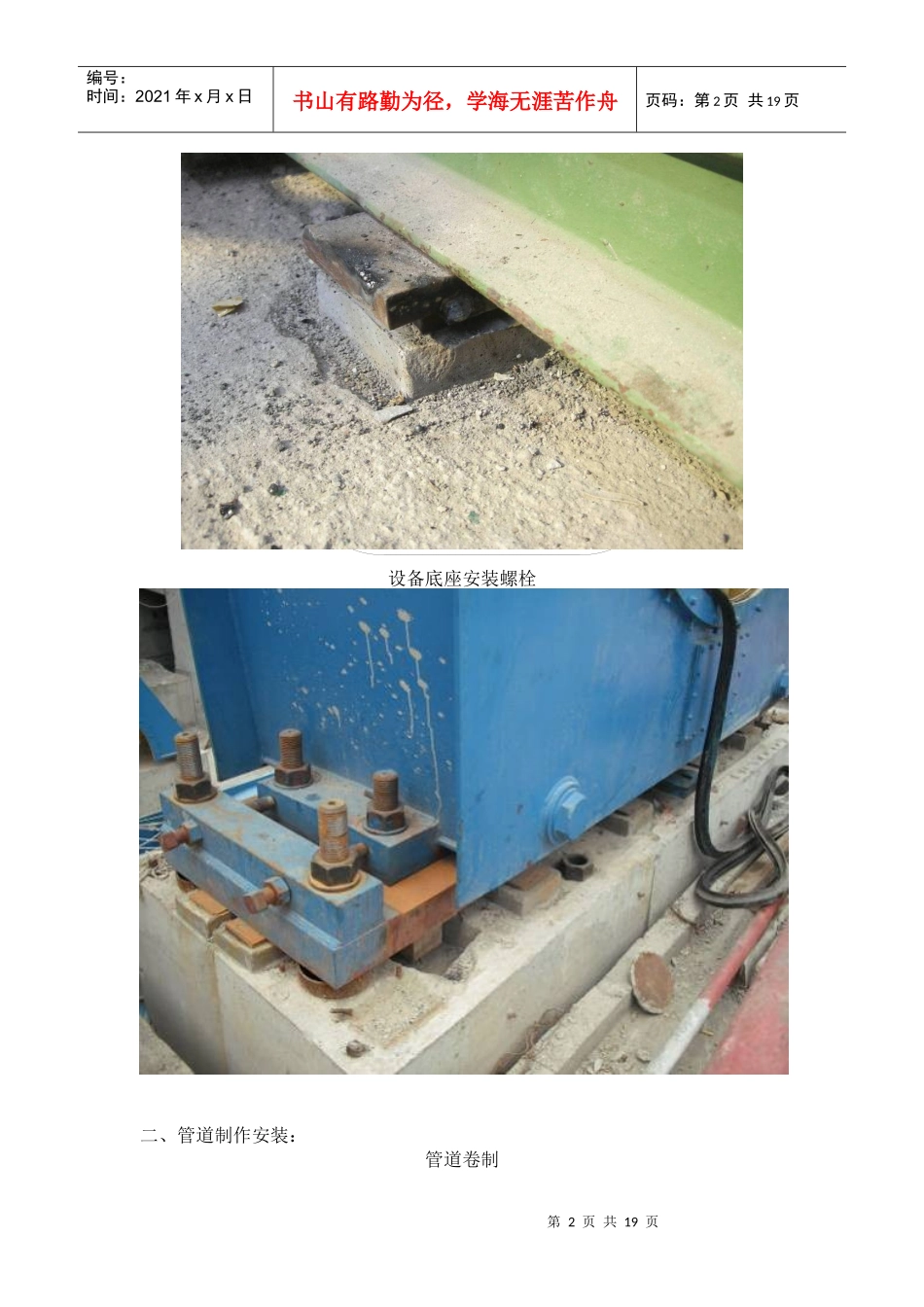
第2页共19页第1页共19页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共19页设备底座安装螺栓二、管道制作安装:管道卷制平垫铁伸出底座外沿长度10-30mm,斜垫铁伸出底座外沿长度10-50mm,,每一垫铁组宜减少垫铁的块数,且不宜超过5块
垫铁与垫铁或垫铁与设备底座间间隙用0
05mm塞尺检查,同一截面两侧塞入深度之和不得超过垫铁长度或宽度的1/3
设备调平后,在二次灌浆前斜垫铁逐块点焊牢固
螺母与垫圈、垫圈与设备底座间的接触均应紧密;拧紧螺母后,螺栓应露出螺母,地脚螺栓露出的长度宜为螺栓直径的1/3~2/3
第3页共19页第2页共19页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共19页管道组对管道安装管道及管件坡口形式及组对间隙根据管道壁厚确定,内壁错边量应不超过管壁厚的10%,且不大于2mm
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm;当公称直径小于150mm时,不应小于管子外径
在距接口200mm处测量管子平直度,管子公称直径≤100mm时,允许偏差为1mm;管子公称直径>100mm时,允许偏差为2mm;全长允许偏差为10mm
同一筒节上两纵缝间距不宜小于200mm;卷管组对时,两纵缝间距应大于100mm;;管子内壁与样