统计过程控制(SPC)第一章概述第一节预防与检验常规的制造业,都是把测量控制投入到检验
进货检验——过程检验——最终检验
用检验或重新检验来剔除不合格品(通常说的“死后验尸”)
这种方法是落后的,也是浪费的
因为把大量的时间、人力、材料投入到生产不一定有用的产品或服务中
要避免浪费的有效方法——预防(通常说的“病前先检查,小病先吃药”)
制造业预防的最好办法——统计技术
二次世界大战时,美国军需资出现大量问题
美国政府颁布了三项战时质量控制标准:Z1
1《质量控制指南》Z1,2《数据分析用控制图法》Z1
3《工序控制用控制图法》强制推行
订货合同中规定质量管理要求条款,否则取消订货资格
“统计质量管理阶段”即把质量管理的“终端”移止“工序”,把全数检验改为随机抽样检验
把抽样检验的数据分析制作成“控制图”
对工序进行加工监控
从而杜绝过程中大量不合格的产生
20世纪60年代,世界上许多国家也大力推广统计过程对生产等过程进行控制
取得了非常好的成效
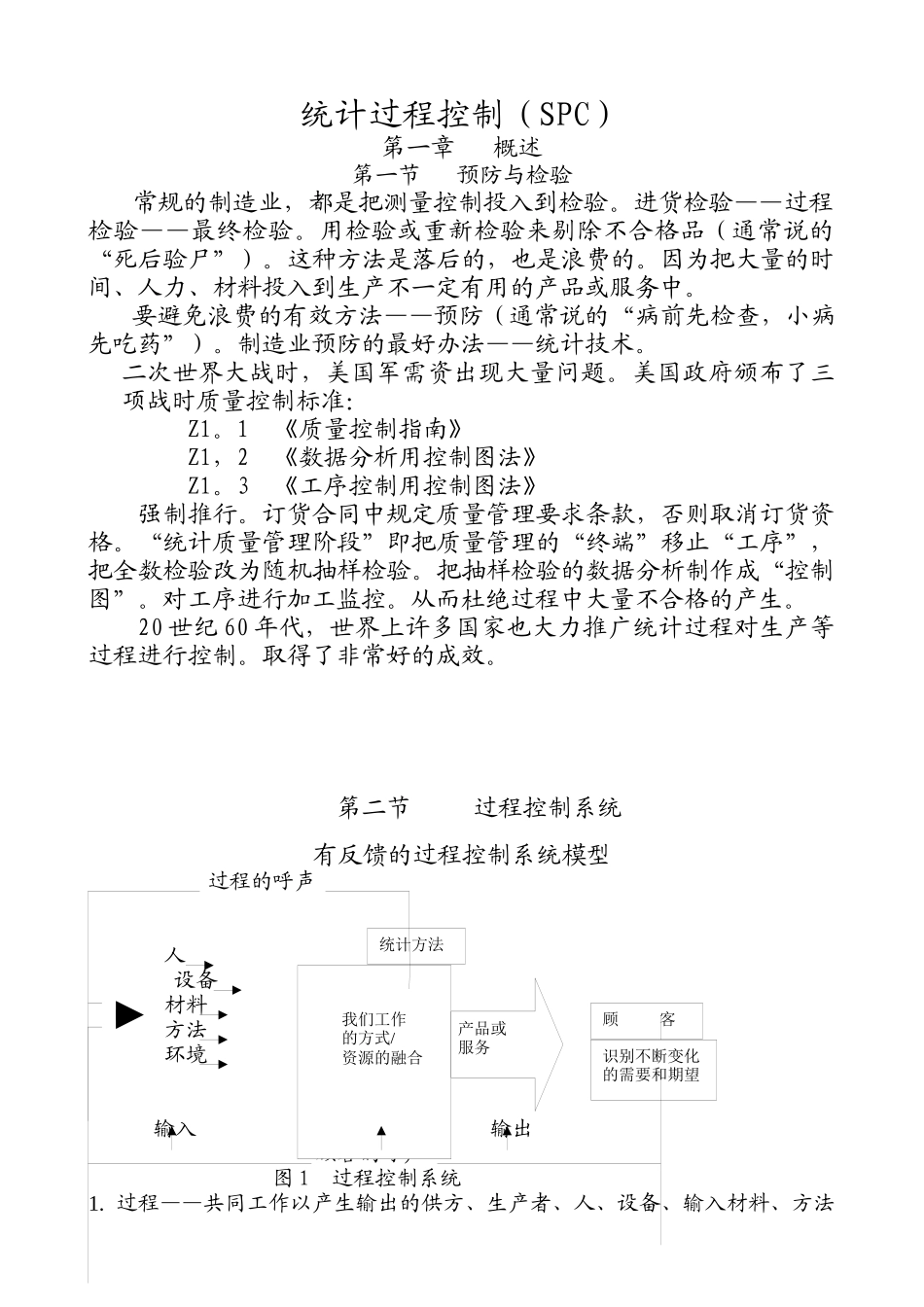
第二节过程控制系统有反馈的过程控制系统模型过程的呼声人设备材料方法环境输入过程/系统输出顾客的呼声图1过程控制系统1
过程——共同工作以产生输出的供方、生产者、人、设备、输入材料、方法统计方法我们工作的方式/资源的融合产品或服务顾客识别不断变化的需要和期望和环境及使用输出的顾客的集合
过程的性能取决于:①供方和顾客间的沟通
②过程设计及实施的方式
③运作和管理的方式
有关性能的信息:与性能有关的最有用的信息是研究过程本质以及内在的变化
始终注意过程而不是产品的结果
对过程采取措施:对重要的特性采取措施
采取措施包括改变操作(人、机、料、法、环、测)
对输出采取措施:对输出检测并纠正不符合规范的产品,不分析过程中的根本原因,通常是最不经济的
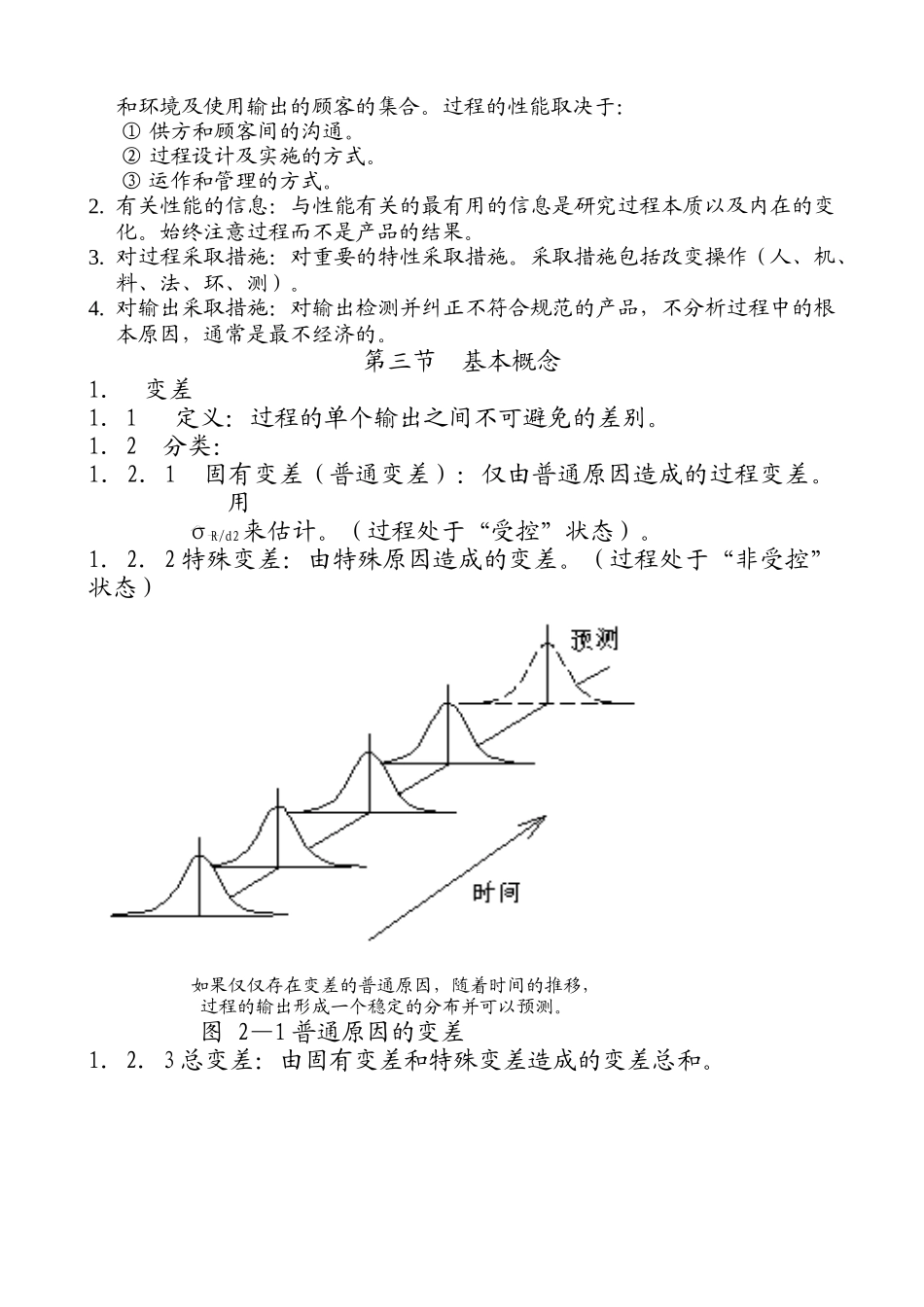
第三节基本概念1.变差1.1定义:过程的单个输出之间不可避免的差别
1.2分类: