合金棒生产线铸造机技术操作规程一、铸造合金棒设备的组成及试车条件、准备工作:1、铸造合金棒设备的组成20吨熔炼炉、16吨静置炉、立式铸造机、牵引变频绞车、循环水泵房、铸造井(11米)、天车、电磁搅拌器
2、试车的条件:检查熔炼炉、静置炉的各种电气设备控制灵敏;静置炉温度需达到铸造温度(690℃~710℃);铸造机各联接螺栓无松动;以及各项流量、电压、电流值要稳定;循环水设备供水正常,天车、电磁搅拌设备运转正常;人员、物料必须到位
3、准备工作:(1)、材料(以试生产20吨A356为例)金属硅:1300kg~1500kg金属镁:80kg~160kg硼钛丝:600kg冷料(废铝锭):1500kg清渣剂:20kg精炼剂:30kg覆盖剂:10kg(2)、工具:耙子、精炼筐、取样勺、扒渣铲、渣箱(3)、器具:温度传感器1二、工艺流程各参数标准水:水压0
2MPa,流量200~250m3/h,温度:25℃~35℃铝液:铸锭温度695℃~710℃油压:0
2MPa~0
4MPa气压:0
2MPa风压:0
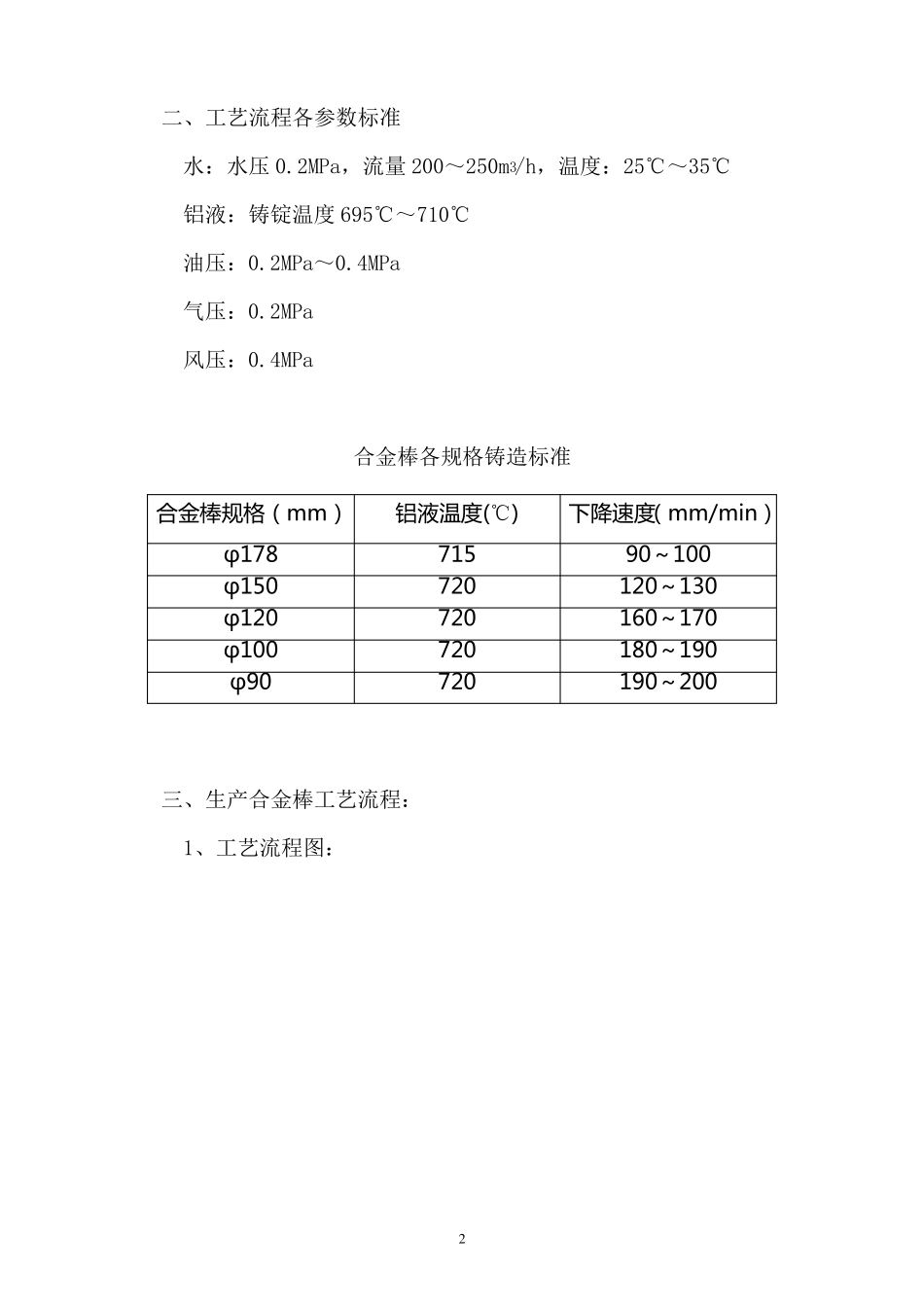
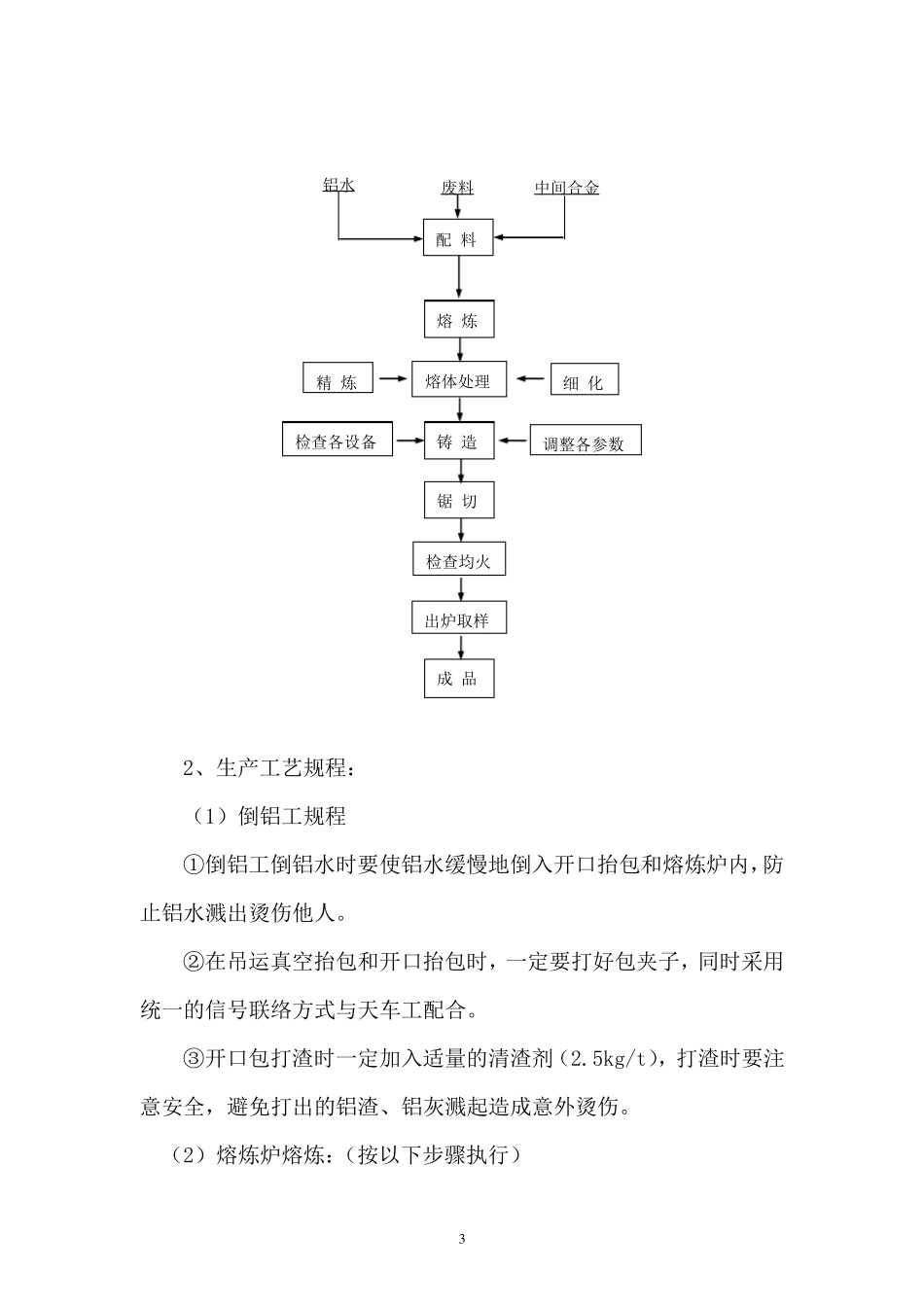
4MPa合金棒各规格铸造标准合金棒规格(mm)φ178φ150φ120φ100φ90三、生产合金棒工艺流程:1、工艺流程图:铝液温度(℃)715720720720720下降速度(mm/min)90~100120~130160~170180~190190~2002铝水废料配料中间合金熔炼精炼熔体处理细化检查各设备铸造调整各参数锯切检查均火出炉取样成品2、生产工艺规程:(1)倒铝工规程①倒铝工倒铝水时要使铝水缓慢地倒入开口抬包和熔炼炉内,防止铝水溅出烫伤他人
②在吊运真空抬包和开口抬包时,一定要打好包夹子,同时采用统一的信号联络方式与天车工配合
③开口包打渣时一定加入适量的清渣剂(2
5kg/t),打渣时要注意安全,避免打出的铝渣、铝灰溅起造成意外烫伤
(2)熔炼炉熔炼:(按以下步骤执行)3