典型冲压件冲压工艺设计实例汽车车门玻璃升降器外壳件的形状、尺寸如图8
1所示,材料为08钢板,板厚1
5mm,中批量生产,打算采用冲压生产,要求编制冲压工艺
冲压件的工艺分析首先必须充分了解产品的应用场合和技术要求,并进行工艺分析
汽车车门上的玻璃抬起或降落是*升降器操纵的
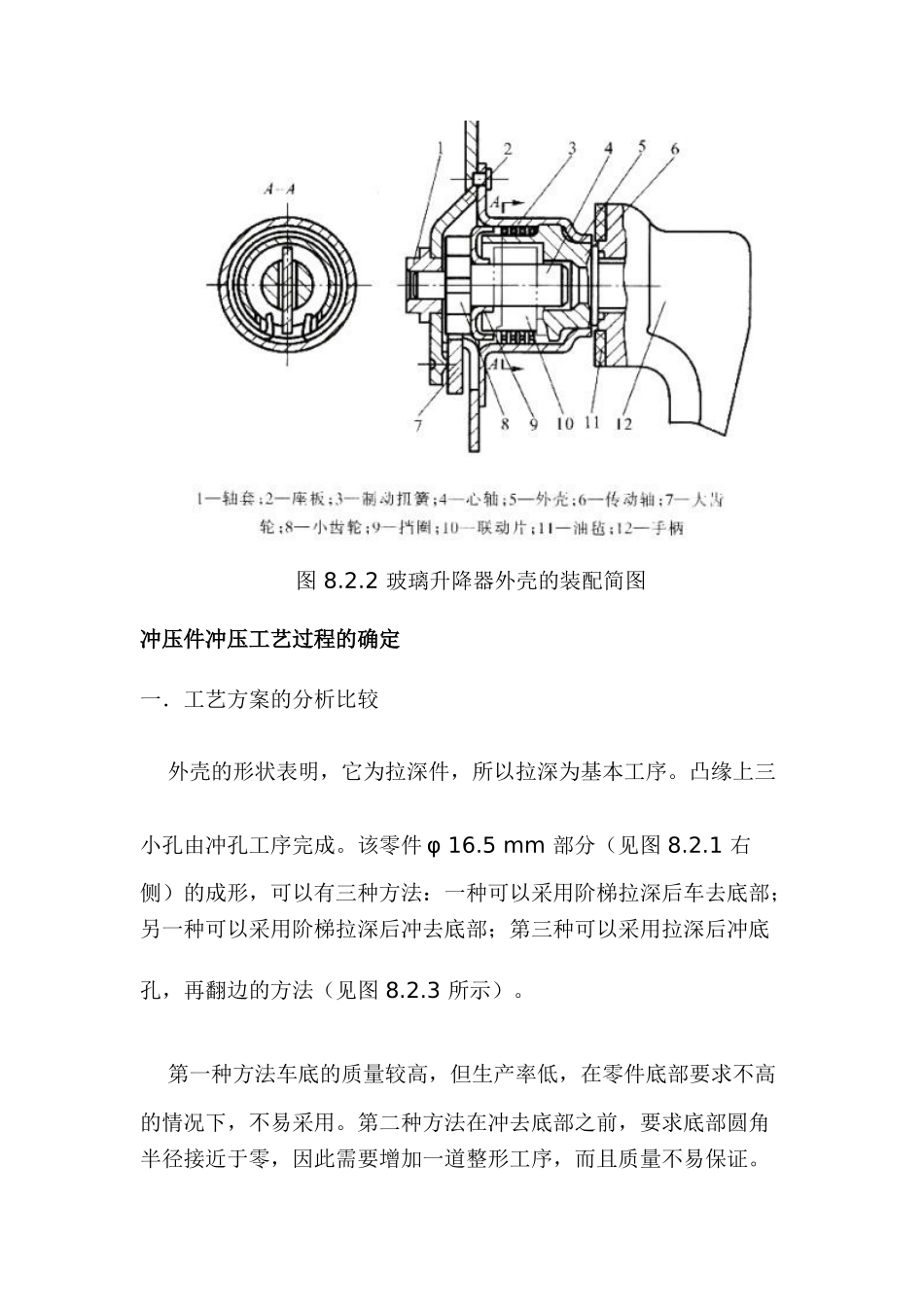
升降器部件装配简图如图8
2所示,本冲压件为其中的外壳5
升降器的传动机构装在外壳内,通过外壳凸缘上三个均布的小孔φ3
2mm用铆钉铆接在车门座板上
传动轴6以IT11级的间隙配合装在外壳件右端孔φ16
5mm的承托部位,通过制动扭簧3、联动片9及心轴4与小齿轮11联接,摇动手柄7时,传动轴将动力传递给小齿轮,然后带动大齿轮12,推动车门玻璃升降
该冲压件采用1
5mm的钢板冲压而成,可保证足够的刚度与强度
外壳内腔的主要配合尺寸φ16
5mm、φ22
3mm、16mm为IT11-IT12级
为确保在铆合固定后,其承托部位与轴套的同轴度,三个φ3
2mm小孔与φ16
5mm间的相对位置要准确,小孔中心圆直径φ42±0
1mm为ⅠT10级
此零件为旋转体,其形状特征表明,是一个带凸缘的圆筒形件
其主要的形状、尺寸可以由拉深、翻边、冲孔等冲压工序获得
作为拉深成形尺寸,其相对值、都比较合适,拉深工艺性较好
3mm、16mm的公差要求偏高,拉深件底部及口部的圆角半径R1
5mm也偏小,故应在拉深之后,另加整形工序,并用制造精度较高、间隙较小的模具来达到
三个小孔φ3
2mm的中心圆直径42±0
1mm的精度要求较高,按冲裁件工艺性分析,应以φ22
3mm的内径定位,用高精度(IT7级以上)冲模在一道工序中同时冲出
1玻璃升降器外壳图8
2玻璃升降器外壳的装配简图冲压件冲压工艺过程的确定一.工艺方案的分析比较外壳的形状表明,它为拉深件,所以拉深为基本工序
凸缘上三小孔由冲孔工序完成