1课题的背景和意义自动剪切机是一种精确控制板材加工尺寸,将大型板块进行自动剪切的设备
传统自动剪切机采用继电器作为控制器件,其控制系统较复杂,参数改变不灵活,大量接线使系统可靠性降低,维修率高,降低了生产效率
PLC以其灵活性、快速性、可靠性和性价比高等特点越来越受到企业或者团体设计者们的欢迎,在各行各业的应用越来越广泛
用PLC替代继电器设计自动控制系统,具有操作简单,运行可靠,抗干扰能力强,编程方便,控制精度高的明显优势
基于以上PLC特点,本课题主要研究如何应用S7-200PLC设计一个薄钢板自动剪切控制系统,设计的关键是如何提高控制的精度
2系统总体设计2
1系统控制要求本设计的薄钢板自动剪切控制系统要达到以下控制要求:(1)控制系统分手动档自动档
手动档时,用点动的方式,人工完成钢板穿带,零位校准
自动档时,系统自动完成薄钢板剪切工作
(2)通过拨码盘设置薄钢板剪切尺寸参数,可根据不同需求改变其参数
(3)有配套的故障分析判断和电气保护装置,若运行不正常,系统自动停车并发出警告信号
(4)钢板剪切的精度要在一定范围之内,剪切尺寸2m,误差不超过1mm
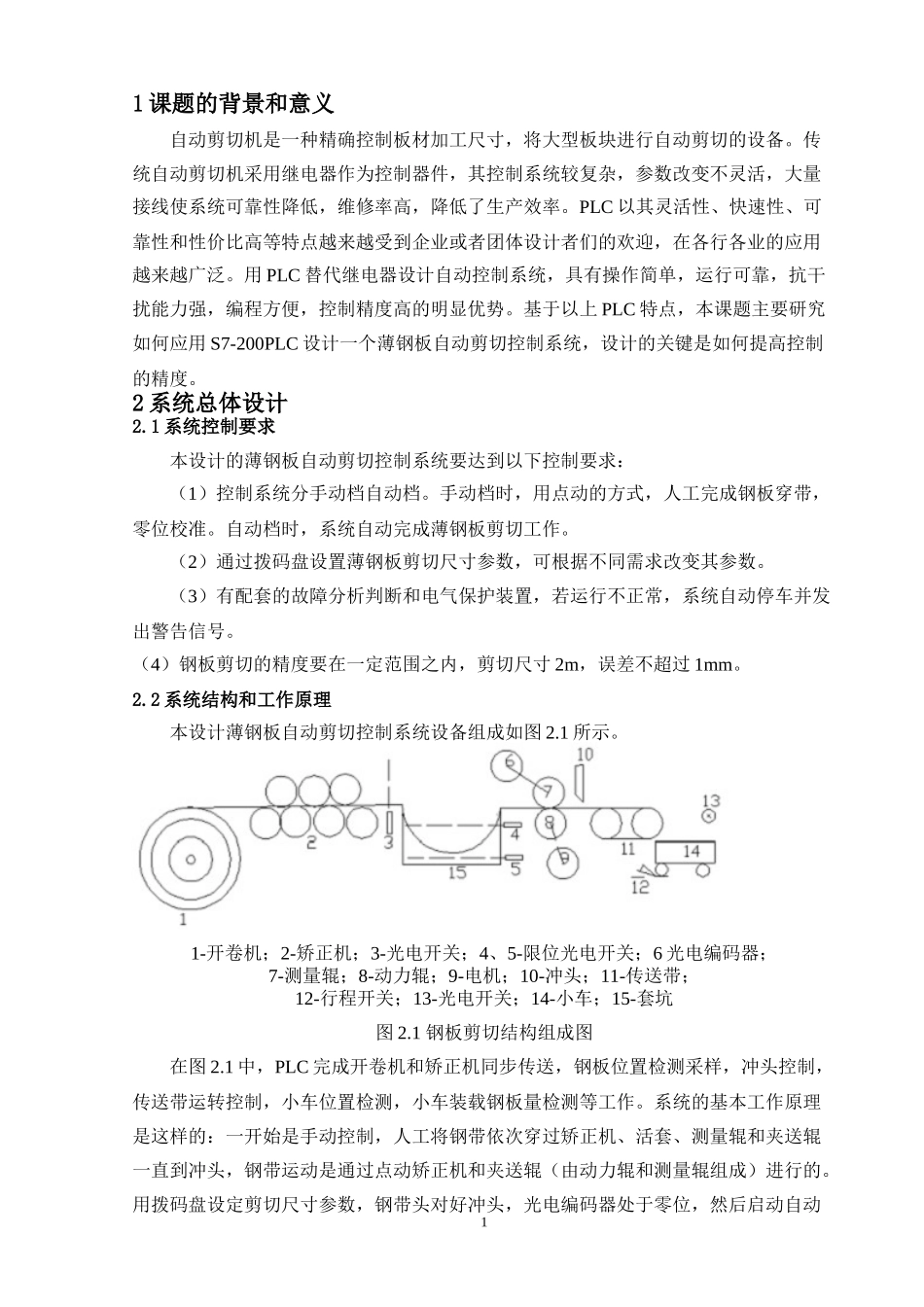
2系统结构和工作原理本设计薄钢板自动剪切控制系统设备组成如图2
1-开卷机;2-矫正机;3-光电开关;4、5-限位光电开关;6光电编码器;7-测量辊;8-动力辊;9-电机;10-冲头;11-传送带;12-行程开关;13-光电开关;14-小车;15-套坑图2
1钢板剪切结构组成图在图2
1中,PLC完成开卷机和矫正机同步传送,钢板位置检测采样,冲头控制,传送带运转控制,小车位置检测,小车装载钢板量检测等工作
系统的基本工作原理是这样的:一开始是手动控制,人工将钢带依次穿过矫正机、活套、测量辊和夹送辊一直到冲头,钢带运动是通过点动矫正机和夹送辊(由动力辊和测量辊组成)进行的
用拨码盘设定剪切尺寸参数,钢带头对