弧焊机器人应用例卫晓冰杨宝山当前,国内工业生产已大量使用机器人,其中用于焊接生产的约占60%强
而能将机器人用于焊接生产的部门和行业也非常广泛,譬如:汽车、摩托车、工程机械、农业机械以及家电产品等等
当然,使用机器人的优势也是非常显著的:①稳定及提高产品质量,降低返工率或废品率
②使生产系统通用化,便于产品改型
③提高劳动生产率,降低生产成本
④改善劳动环境,保障生产安全
⑤降低对工种的熟练程度,不再要求每位操作者都是熟练工种
⑥解决劳动力或熟练工不足的问题
正因如此,除一些大型企业外,有越来越多的中小企业也希望引入机器人
为此,我们推出一些机器人的应用范例,将其系统构成、系统特征、焊接工艺特点、引入效果等以及其它一些应用经验介绍给大家,以期共同推动国内机器人应用水平的进一步提高
【例1:低压电气柜柜体的焊接生产】低压电气柜是电气行业使用数量较大的一种产品
开关柜柜体是开关柜内工作量最大的部件
一个柜体约有80~100条焊缝,总长2米左右
柜体体积适中,非常适合用一个小型机器人弧焊工作站完成焊接工作
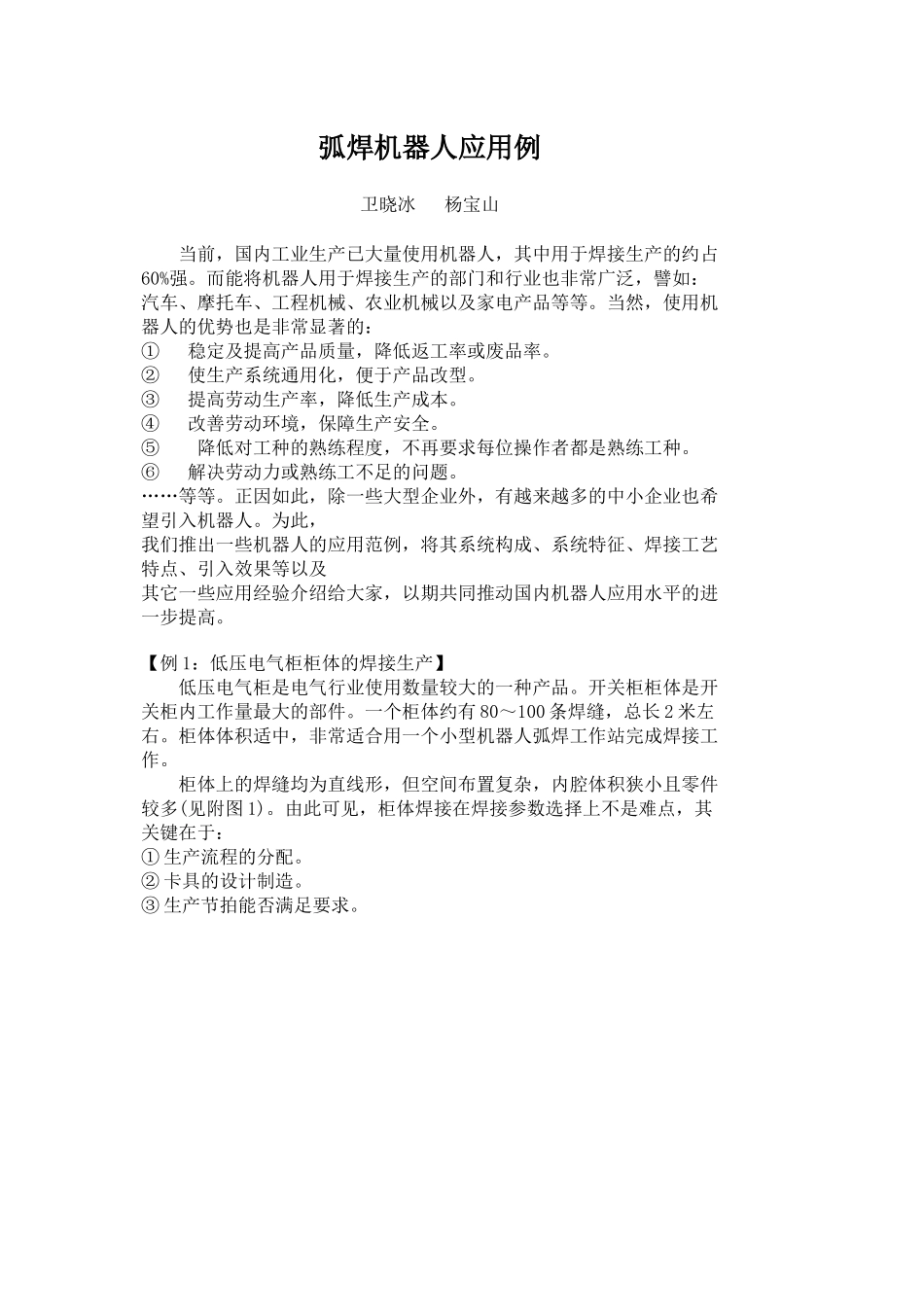
柜体上的焊缝均为直线形,但空间布置复杂,内腔体积狭小且零件较多(见附图1)
由此可见,柜体焊接在焊接参数选择上不是难点,其关键在于:①生产流程的分配
②卡具的设计制造
③生产节拍能否满足要求
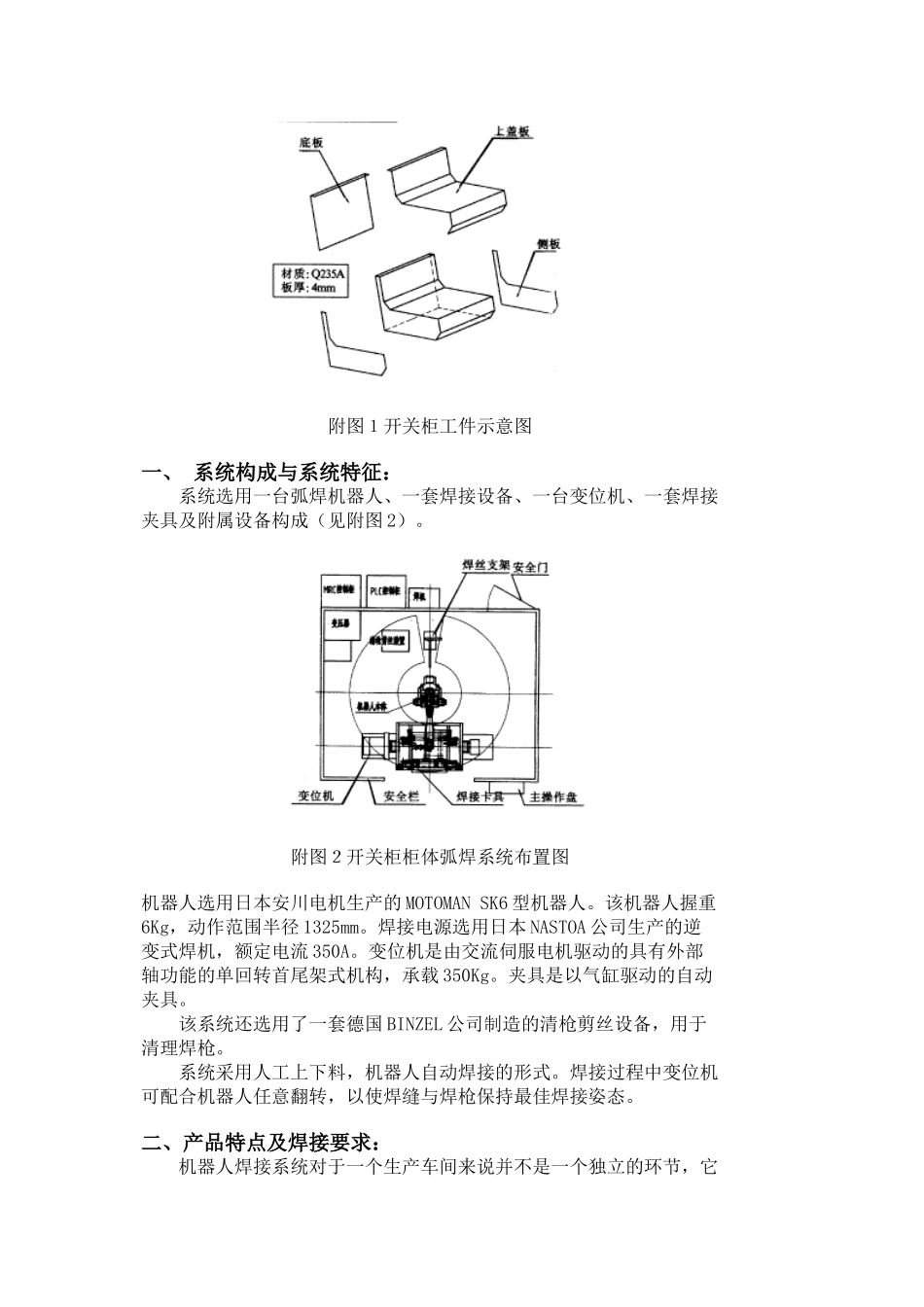
附图1开关柜工件示意图一、系统构成与系统特征:系统选用一台弧焊机器人、一套焊接设备、一台变位机、一套焊接夹具及附属设备构成(见附图2)
附图2开关柜柜体弧焊系统布置图机器人选用日本安川电机生产的MOTOMANSK6型机器人
该机器人握重6Kg,动作范围半径1325mm
焊接电源选用日本NASTOA公司生产的逆变式焊机,额定电流350A
变位机是由交流伺服电机驱动的具有外部轴功能的单回转首尾架式机构,承载350Kg
夹具是以气缸驱动的自动夹具
该系统还选用了一套德国BINZEL公司