无刻蚀镀铁电沉积机理及综合性能引言MeлkobM
П介绍的镀铁是将零件表面的刻蚀与电镀分槽进行的[1]
一个是镀前阳极刻蚀用的硫酸溶液槽;另一个是氯化亚铁镀铁溶液槽
被镀件首先放在30%硫酸溶液中为阳电极,铅板为阴电极
按照刻蚀工艺规范通直流电,当待镀表面形成银白色钝化膜,立即将被镀件从刻蚀槽中吊出,用清水冲洗掉硫酸溶液,然后放在镀铁溶液槽中,不通电浸蚀除掉钝化膜,再进行不对称交流起镀、过渡镀和直流镀
生产中退掉钝化膜的时间很难掌握准确
如果待镀表面浸蚀时间短了钝化膜尚未完全退掉,若浸蚀时间长了待镀表面由于过腐蚀而积碳,都会影响镀铁层与基体的结合强度,造成镀铁层与基体金属结合强度有高有低
镀出来的机械零件在动配合运转中,常有因镀层脱落造成机损事故
文中的无刻蚀镀铁是在氯化亚铁镀液槽中完成对零件表面的交流活化—交流起镀—交流过渡镀—小直流镀—直流过渡镀—全直流镀的全过程,而且优化工艺参数并实现了全过程的计算机控制
由此获得的镀铁层质量稳定、可靠,力学性能优异,零件质量和保证期完全达到再制造的要求[2]
应用无刻蚀镀铁技术已再制造了船舶、机车大型曲轴7000余件并推广应用于工程机械柴油机曲轴、活塞杆等贵重零部件,已实现规模化生产,并相继获得了中国船级社、英国劳氏船级社、俄罗斯船级社工厂认可证书和铁道部技术认证
文中综合了多年来对无刻蚀镀铁层的测试结果,探讨了无刻蚀镀铁层的沉积机理,分析了镀铁层的特点
1试验条件1
1试样与电镀规范试样材料为Q235钢、45钢、低合金钢、42CrMo钢等
金相分析、XRD试样的尺寸分别为10mm×10mm×8mm、Φ9~16mm
镀铁液的主盐为FeCl2·4H2O,350±33g/L(比重1
2),镀铁液温度为40±5℃,pH值0
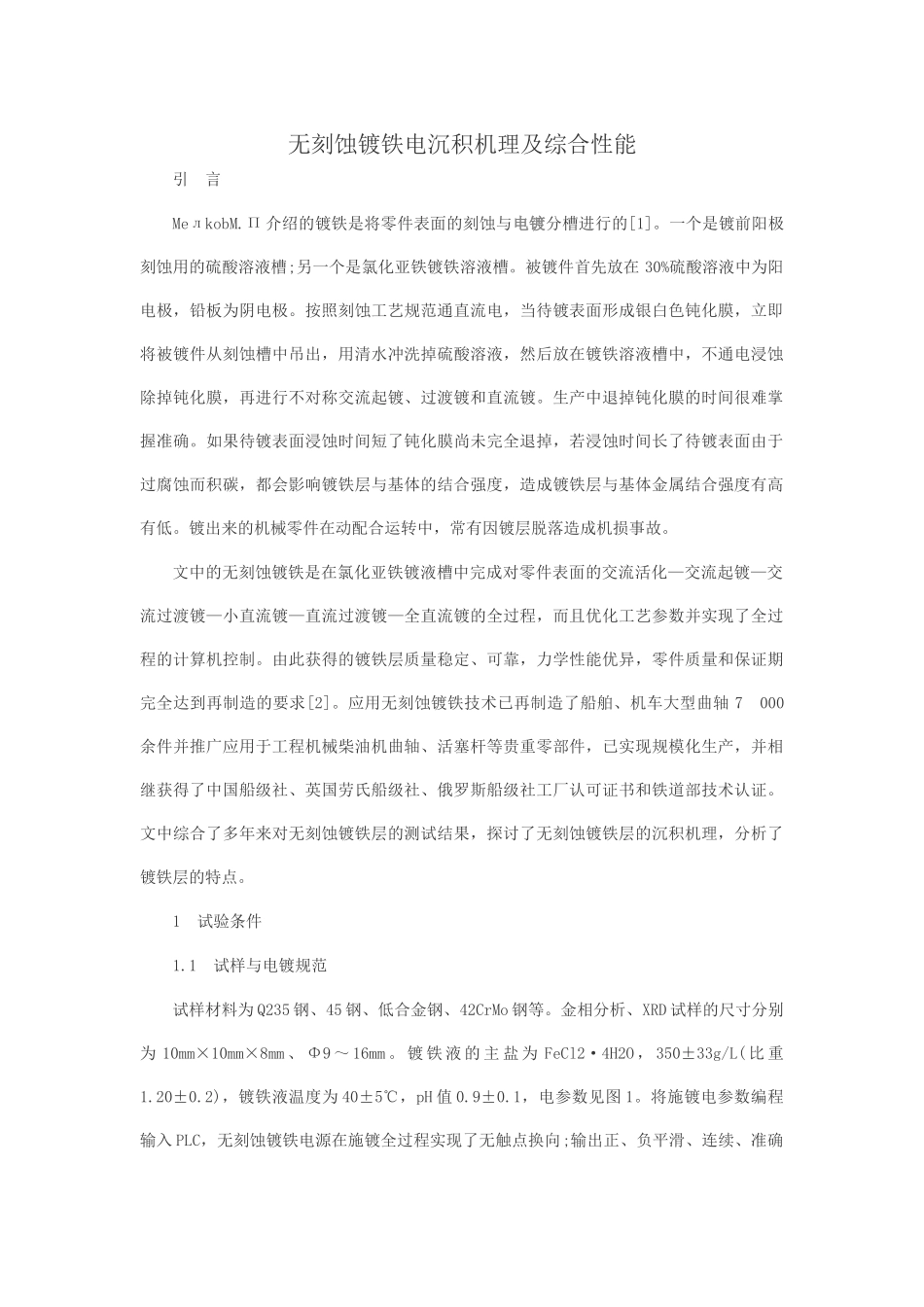
1,电参数见图1
将施镀电参数编程输入PLC,无刻蚀镀铁电源在施镀全过程实现了无触点换向;输出正、