发动机装配工艺发动机的装配一、发动机装配的准备工作1
基本要求(1)发动机的装配精度要求很高,在装配前,应对已经选配的零件和组合件,认真清洗、吹干、擦净,确保清洁
检查各零件,不得有毛刺、擦伤,保持完整无损
做好工具、设备、工作场地的清洁
工作台、机工具应摆放整齐
特别应仔细检查、清洗气缸体和曲轴上的润滑油道,并用压缩空气吹净
否则,会因清洁工作的疏忽,造成返工甚至带来严重后果
(2)按规定配齐全部衬垫、螺栓、螺母、垫圈和开口销
并准备适量的机油、润滑脂等常用油、材料
装配时的注意事项(1)装配中应对主要零件进行复检,应使其符合技术标准规定的要求
(2)各相对运动零件的工作表面,装配时应涂机油
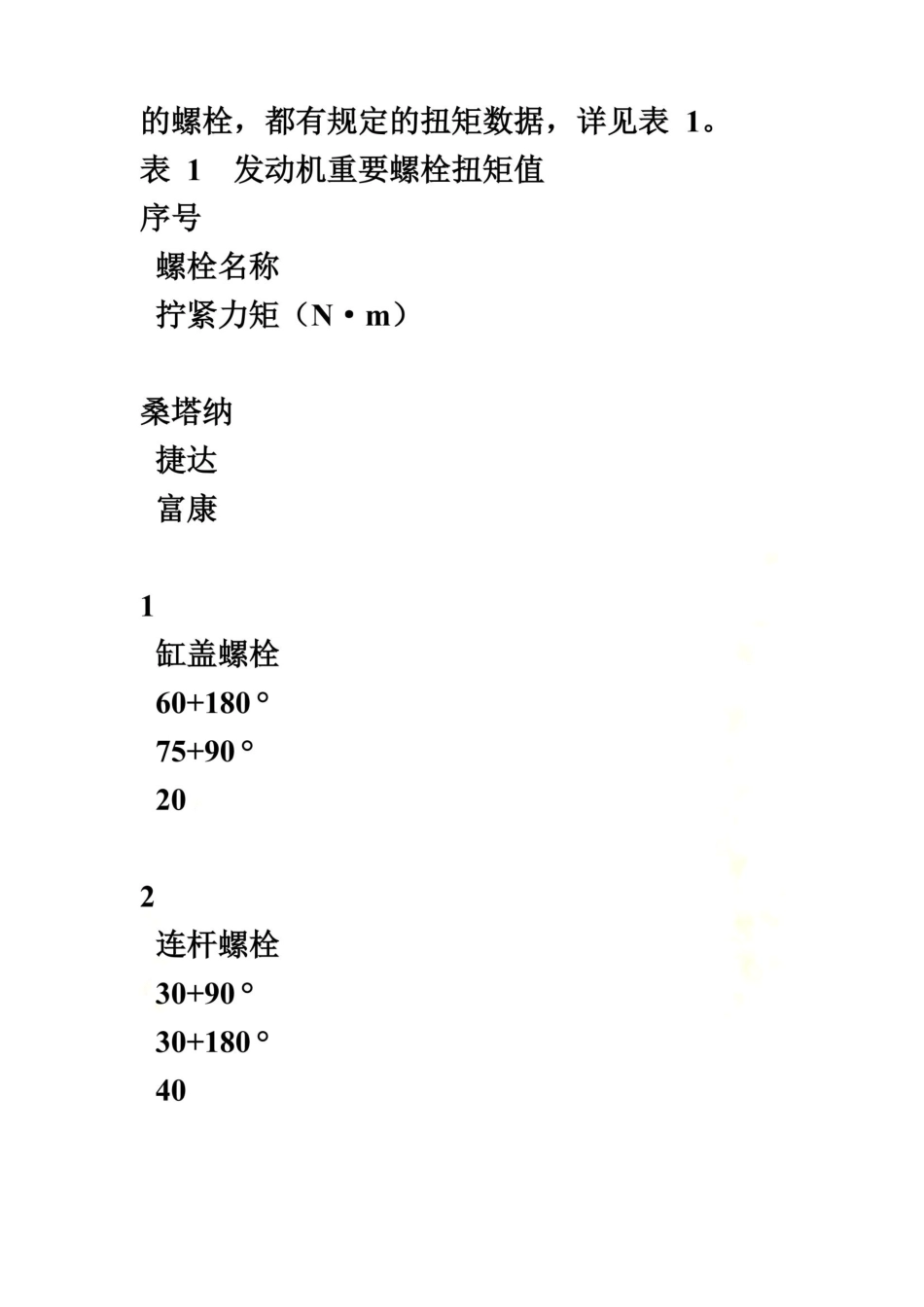
(3)各部螺柱和螺帽的装配,应注意拧紧的扭矩和顺序
扭矩过大,会使螺柱折断;扭矩过小,达不到装配时的紧度要求
因此,重要部位1011气门间隙调整螺钉锁紧螺母1812火花塞252525多螺钉连接的零件,应注意按一定顺序拧紧,避免受力不均,造成零件翘曲变形,甚至破裂
合理的拧紧顺序是:从中央开始,然后左右对称拧紧
对于四、六、八个螺钉连接的零件,一般是依次对角拧紧
二、发动机的装配发动机装配包括各组合件装配和总成装配两部分
总装配的步骤,随车型、结构的不同而异,但其原则是以气缸体为装配基础,由内向外逐段装配
缸套的安装富康TU32/K发动机在更换新的缸套及活塞组时,其新缸套与所取活塞有三组分组配合尺寸,应配对使用以保证合适的缸壁间隙
(1)气缸套装上新橡胶密封圈后,装进气缸体,用专用工具压紧;(2)如图1所示,用专用测量工具测量气缸套相对缸体顶面的凸起量
气缸套凸起量0
1Omm;各气缸套间凸起量差值最大不超过0
05mm;(3)若气缸套间凸起量超出范围,则选择合适的钢质或铜质调整片装入缸套下定位止口处,再测量确认其凸起量和各缸差别使其均在允许范围内
缸套凸起如果过多,