模具加工工艺标准1.目的与适用范围为保证模具制作加工工艺的合理性、一致性,优化加工工艺,提高模具制作的进度,特制定本标准
2.模具加工工艺标准2
1工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备
铣床、CNC、磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢
图纸上的尺寸不能随意更改(只有技术员能改),2
2加工预留量原则:需要热处理加工的工件,热处理前外形备料尺寸单边加0
25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0
2mm,钳工铣床粗铣外形单边预留余量0
5mm,线割后需要磨床加工的工件,成型部位单边预留0
05mm,外形开粗单边预留0
1mm的磨削余量;CNC精加工、电脉冲后要镜面抛光,单边留0
03mm的抛光余量
3加工精度要求:模具尺寸的制造精度应在0
02mm范围内;垂直度要求在0
02mm范围内;同轴度要求在0
03mm范围内;动、定模分型面的上、下两平面的平行度要求在0
03mm范围内
合模后,分型面之间的间隙小于所成型塑料的溢边值
其余模板配合面的平行度要求在0
02mm范围内;固定部分的配合精度一般选用0
02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0
02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、第1页H7/g6三种
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0
02mm的间隙配合
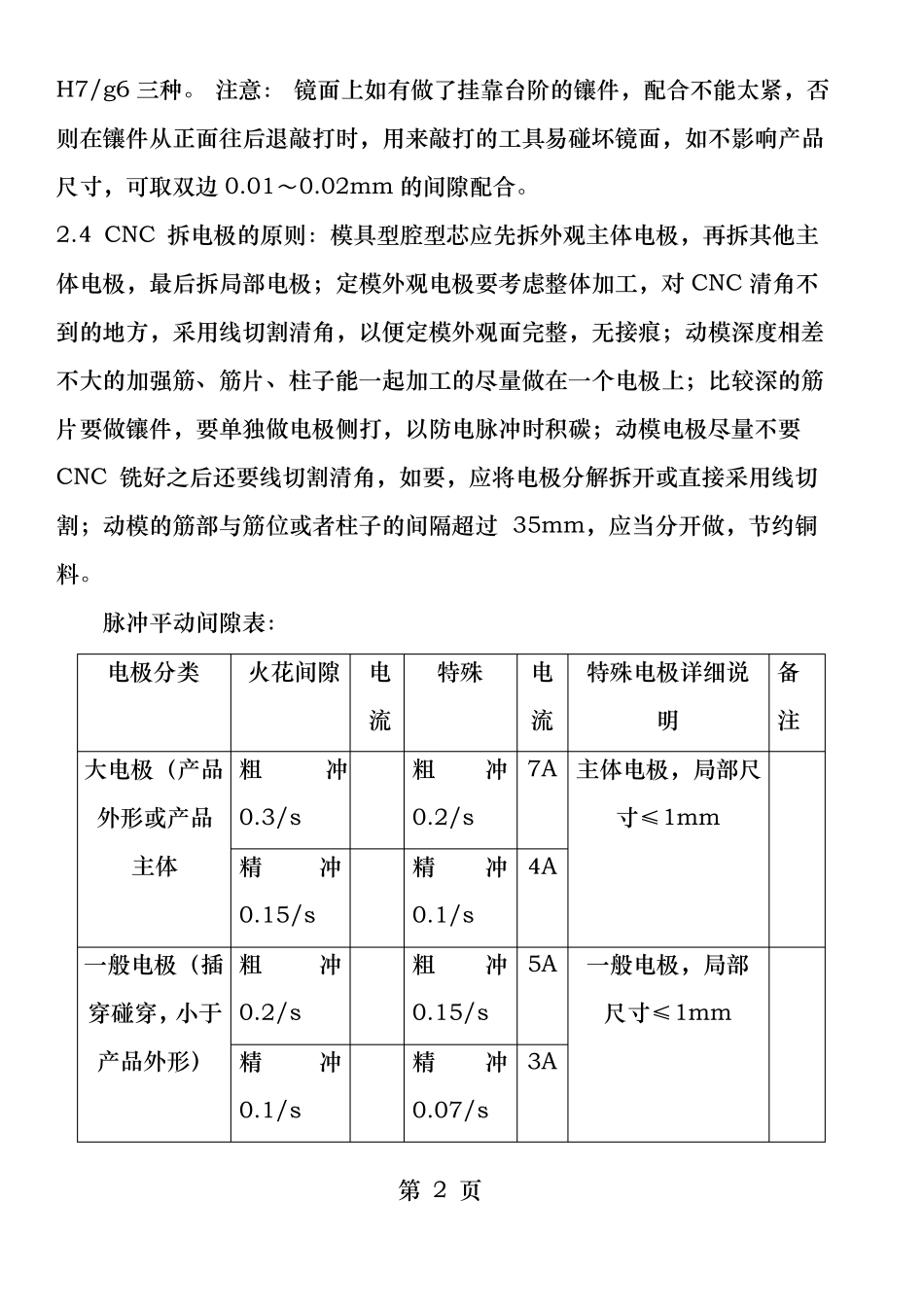
4CNC拆电极的原则:模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极