质量管理体系五种核心工具培训教材(五)MSA测量系统分析MeasurementSystemsAnalysis上海XX汽车科技有限公司目录一、何谓测量系统-----------------------------3二、为什么对测量系统进行分析---------------------3三、对测量系统析要分析什么------------------------5四、如何分析测量系统的“五性”--------------------6五、对测量系统进行研究分析了怎么办----------------23前言测量系统分析(MSA)是汽车行业在采用质量管理体系标准ISO/TS16949:2002时所涉及的五种核心工具之一
本教材简明阐述了五个问题:何谓测量系统
为什么要对测量系统进行分析
对测量系统分析要分析什么
如何分析测量系统的五性
对测量系统进行研究分析了怎么办
一、何谓测量系统定义:是对测量单元进行量化或对被测的特性进行评估,其所使用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境及假设的集合
也就是说,用来获得测量结果的整个过程
由这个定义可以将测量过程看作一个制造过程,其产生的输出就是数值(数据)
这样看待一个测量系统是很有用的,因为这样让我们明白已经说明的所有概念、原理、工具,这在统计过程控制中早已被证实它们的作用
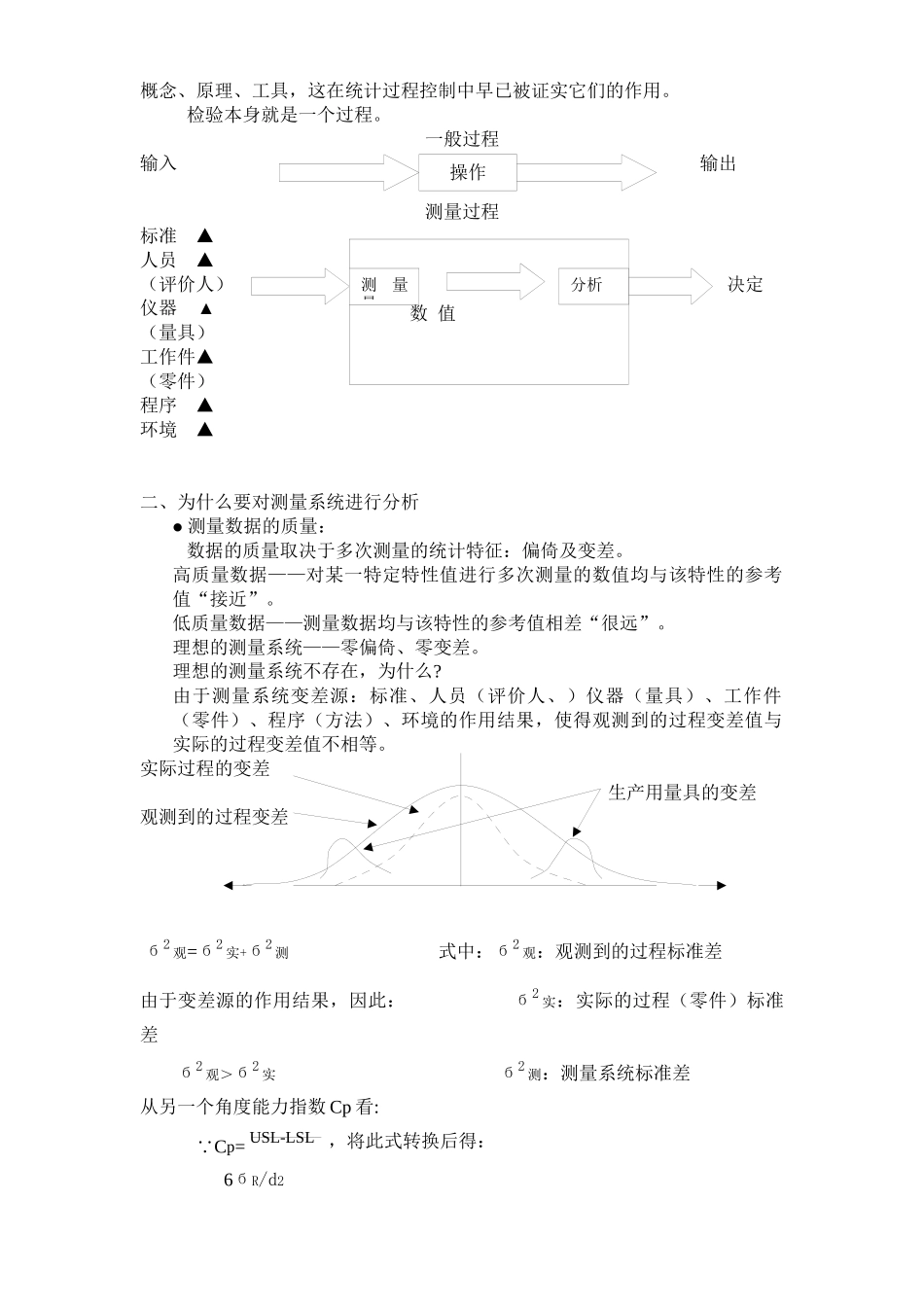
检验本身就是一个过程
一般过程输入输出测量过程标准▲人员▲(评价人)决定仪器▲(量具)工作件▲(零件)程序▲环境▲二、为什么要对测量系统进行分析测量数据的质量:数据的质量取决于多次测量的统计特征:偏倚及变差
高质量数据——对某一特定特性值进行多次测量的数值均与该特性的参考值“接近”
低质量数据——测量数据均与该特性的参考值相差“很远”
理想的测量系统——零偏倚、零变差
理想的测量系统不存在,为什么
由于测量系统变差源:标准、人员(评价人、)