第1页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共13页应用统计技术监控新购啤酒瓶满口容量王加春(福建省燕京惠泉啤酒股份有限公司,惠安,362100)啤酒在灌装后,其液面到瓶盖之间的容量为剩余空间,剩余空间与公称容量之比为顶隙率,由于啤酒富含CO2气体,剩余空间起重要的缓冲作用
啤酒瓶标准GB4544—1996对640mL瓶的满口容量规定为670±10mL,啤酒标准GB4927—2001规定啤酒定量包装不允许有负偏差,当啤酒瓶满口容量为下限660mL时,顶隙率下降为3%左右,剩余空间缓冲作用减弱,很容易出现爆瓶或漏气现象
考虑到啤酒在灌装、巴氏杀菌、贮存、运输、饮用过程中,环境温度及振荡等因素的影响,顶隙率更要保证
为此我公司净含量620mL满口容量规定为660±10mL,确保顶隙率在6
4%以上,把爆瓶率降低到最低限度
Minitab统计软件为质量改善和概率应用提供准确和易用的工具
Minitab被许多世界一流的公司所采用,包括通用电器、福特汽车、通用汽车、3M、霍尼韦尔、LG、东芝、诺基亚、以及SixSigma顾问公司
作为统计学入门教育方面技术领先的软件包,Minitab不仅在统计教学中得到了广泛的应用,在企业中也发挥着积极的作用,它向企业提供了准确、实用的工具,帮助企业进行质量控制、实验设计、可靠性/残差分析以及常用统计分析,是一个很好的质量管理和质量设计的工具软件,更是持续质量改进的良好工具软件
下面谈一谈如何利用此软件进行新购啤酒瓶满口容量监控(以净含量620mL满口容量规定为660±10mL为例):作为管理者,需要通过X和R图来监控这些特性
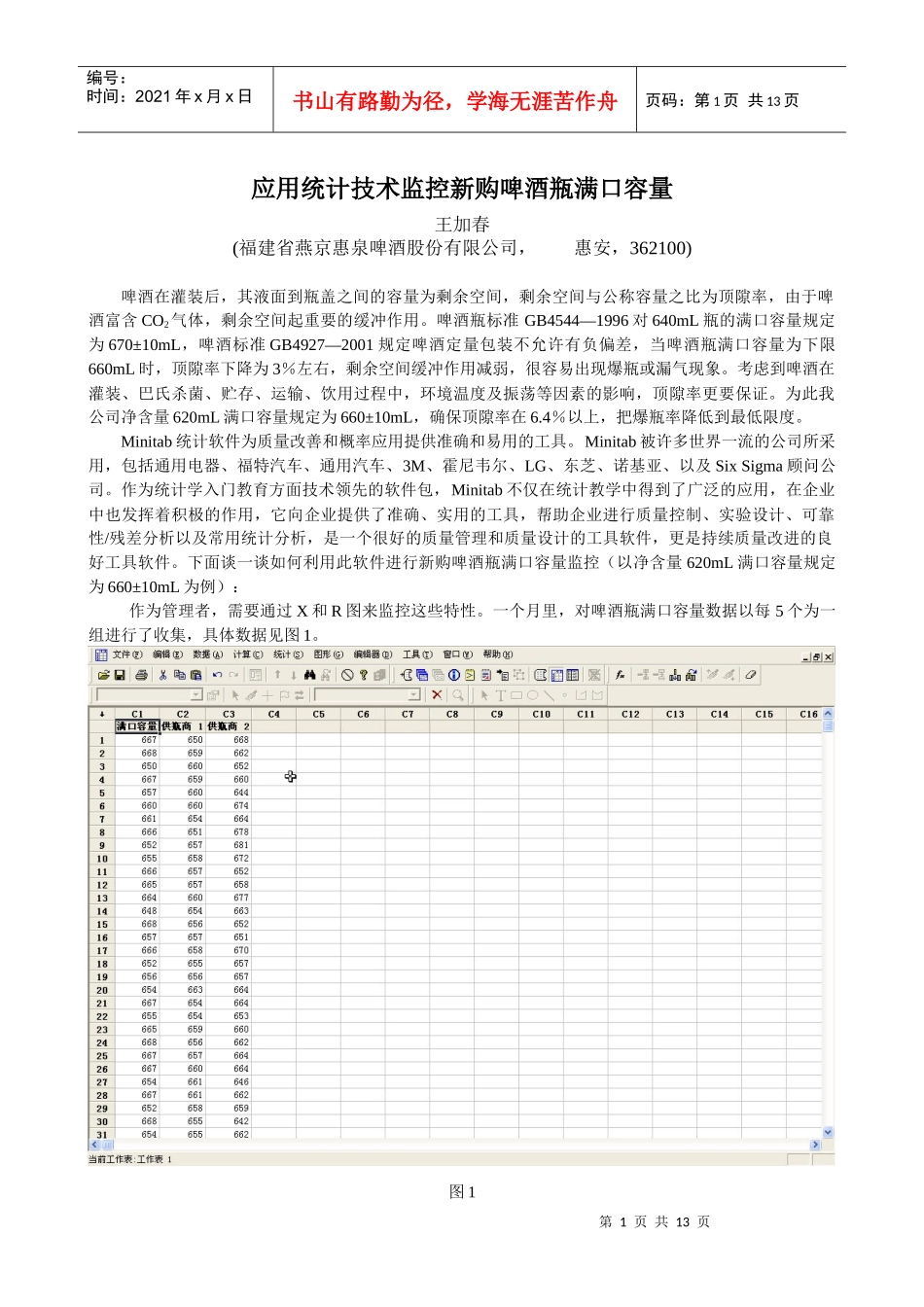
一个月里,对啤酒瓶满口容量数据以每5个为一组进行了收集,具体数据见图1
图1第2页共13页第1页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共13页