第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页实训2数控加工中心实习一.目的及要求:通过对数控加工中心的操作实习,使学生深刻理解加工中心的加工原理,熟悉数控加工中心设备构成及其技术范围,了解加工中心加工工件的过程和进行初步操作
要求如下:(1)正确阐述数控加工中心的原理;(2)熟悉数控加工中心的组成、主要单元的功能、特点、用途;(3)了解所用数控加工中心的技术规范、以及设备的使用和操作;(4)了解数控加工中心的自动换刀系统(刀库和机械手)及其工作过程;(5)了解数控加工中心常用刀具的类型和刀具的选择,初步掌握工件与刀具的装夹定位方法;(6)了解数控编程方法(自动编程)
(7)了解模具零件数控加工工艺方法
(8)了解数控加工中心的基本操作
二、实训内容(1)了解数控加工中心的组成、结构、功能、特点、用途、技术规范和操作方法;(2)分析模具零件技术要求,设计数控加工工艺;(3)了解工作液的选用、工作液过滤循环装置;(4)了解数控加工中心常用刀具的类型和刀具的选择;(5)动手操作并初步掌握工件和工具的装夹与定位;(6)掌握数控编程方法(自动编程)及其加工程序的输入、输出和编辑
(7)动手操作并初步掌握工件加工方法
(8)对工序安排、切削参数选择、刀具轨迹设计进行分析
(9)对数控加工结果进行测量、分析,并进行评价总结
三﹑设备和工具设备:加工中心(Vcenter-55);刀具:面铣刀:φ50刃长:10;中心钻:φ8刃长:15;钻头Φ40×60、φ4
8×25、φ5×25、φ2
8×18、φ3×18、φ2
8×20、φ3×18;头立铣刀:φ6×12、平头立铣刀:φ6×12、R1
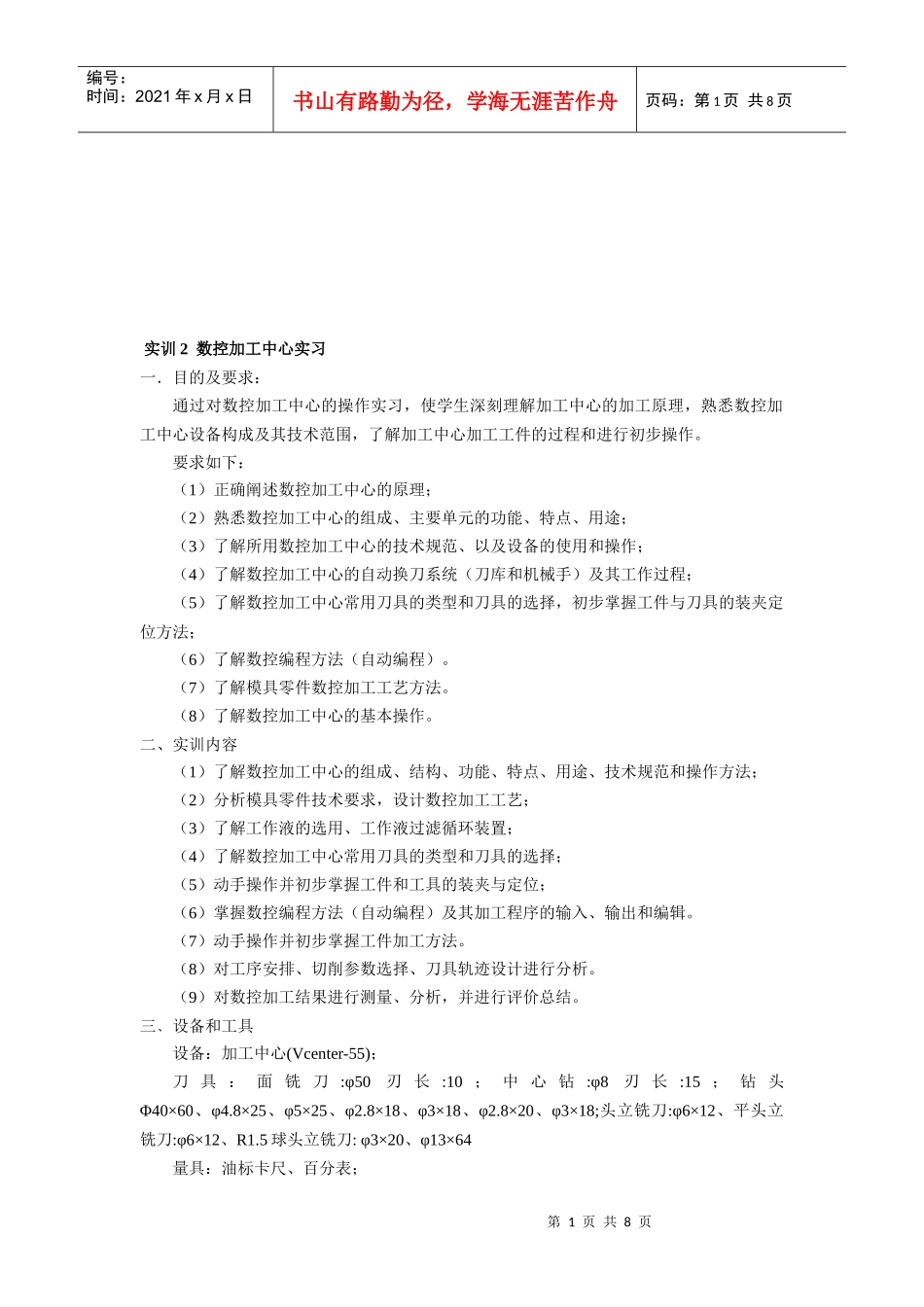
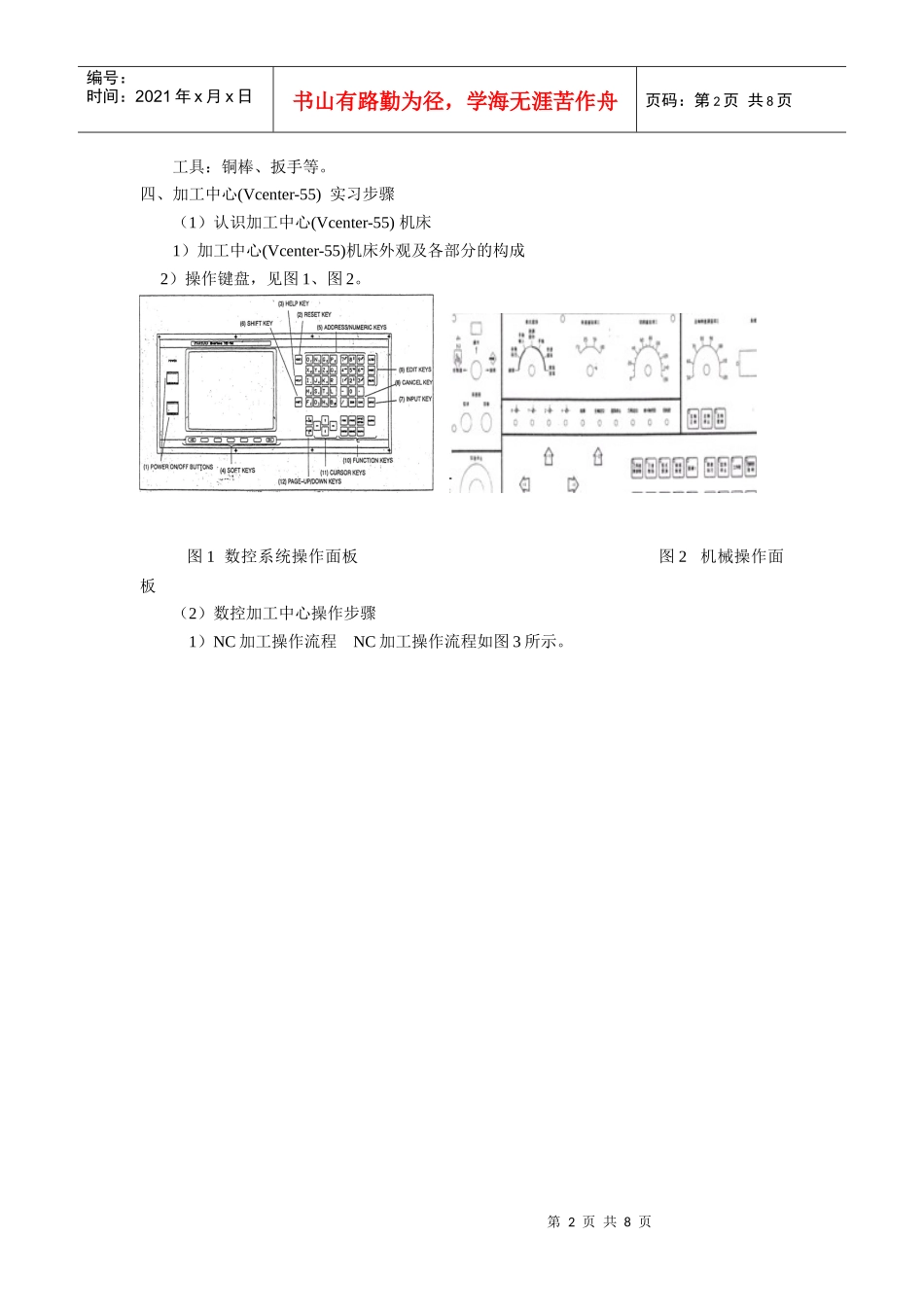
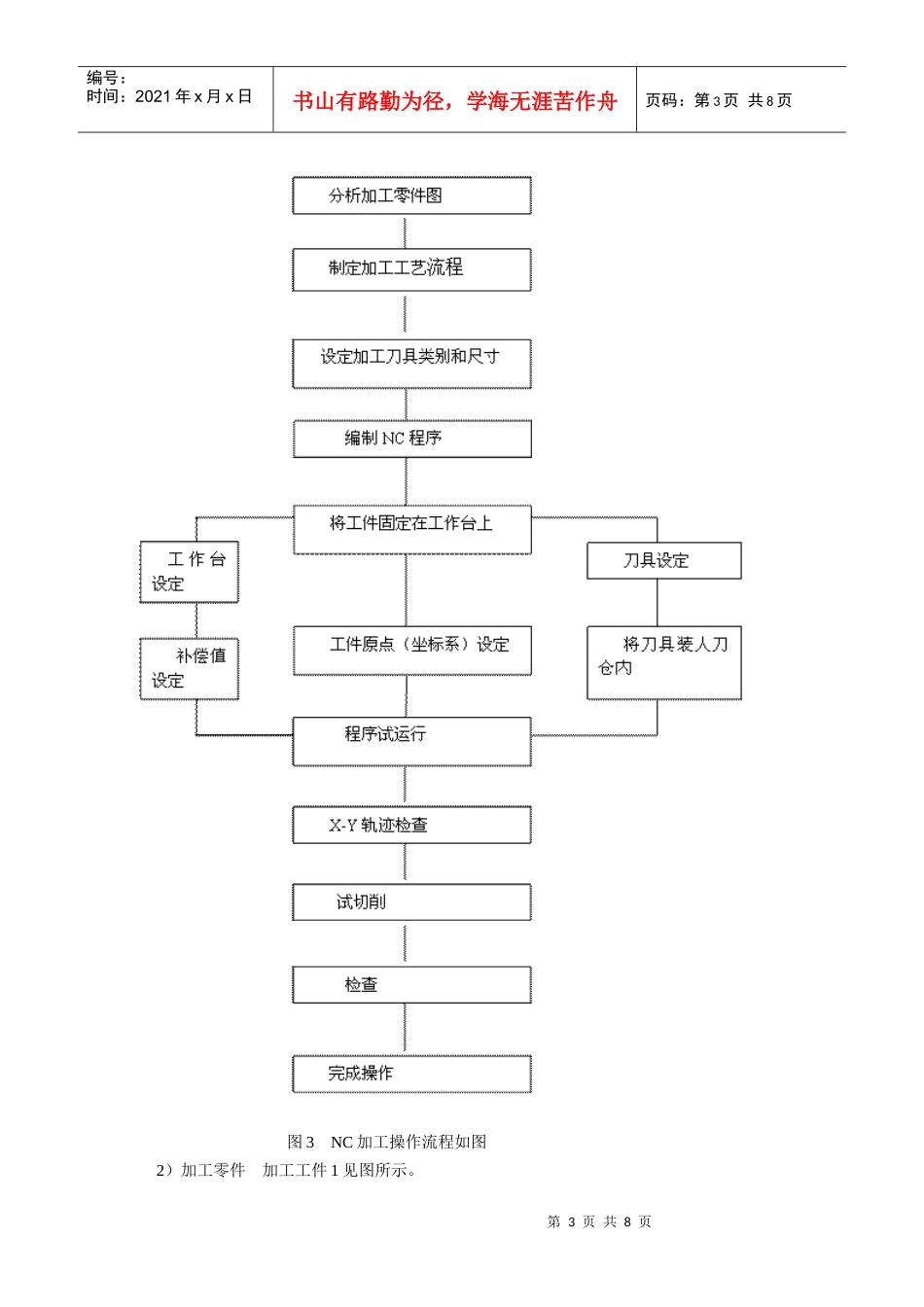
5球头立铣刀:φ3×20、φ13×64量具:油标卡尺、百分表;第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8