第1页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共10页实训一数控车床零件程序编制及模拟加工实训一
实训目的:二
实训设备:三
实训内容:1
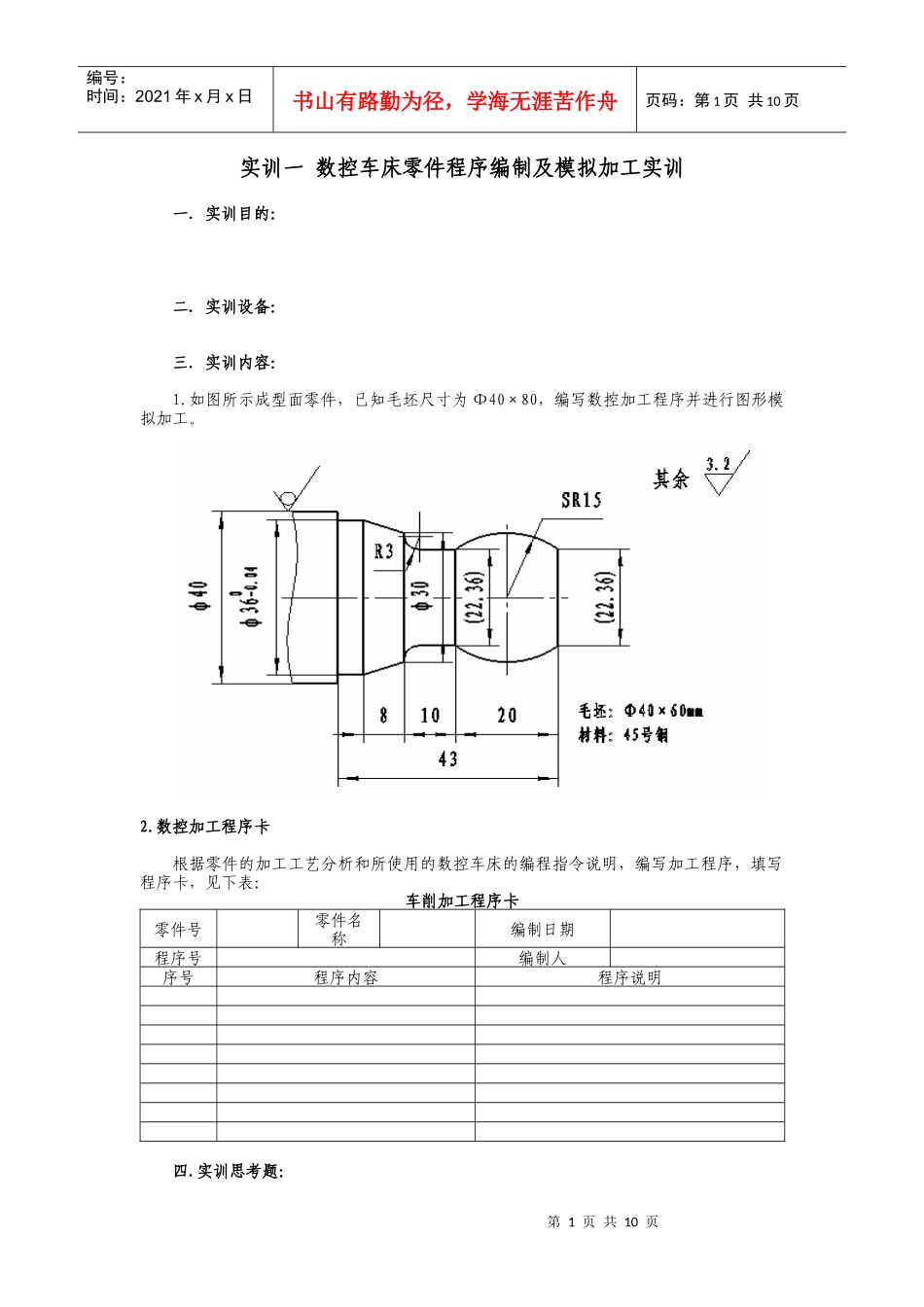
如图所示成型面零件,已知毛坯尺寸为Φ40×80,编写数控加工程序并进行图形模拟加工
数控加工程序卡根据零件的加工工艺分析和所使用的数控车床的编程指令说明,编写加工程序,填写程序卡,见下表:车削加工程序卡零件号零件名称编制日期程序号编制人序号程序内容程序说明四
实训思考题:第2页共10页第1页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共10页1
使用G02/G03指令时,如何判断顺时针/逆时针方向
简述在数控车床上完成从图纸到零件成品的整个过程
说明摸态和非摸态之区别
实训报告要求:实训报告实际上就是实训的总结
对所学的知识、所接触的机床、所操作的内容加以归纳、总结、提高
分析总结在数控车床上进行启动、停止、手动操作、程序的编辑和管理及MDI运行的步骤
第3页共10页第2页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共10页实训二车成形面实训一
实验目的:二
实验设备、材料及工具:三
实训内容:零件如下图,毛坯外径Φ50×135,编制数控加工程序
车削加工程序卡零件号零件名称编制日期程序号编制人序号程序内容程序说明四
实训思考题:第4页共10页第3页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共10页1
使用G02/G03指令时,如何判断顺时针/逆时针方向
试用圆弧插补指令R或I、K分别编写程序
采用M98子程序调用编写程序时应注意那些问题
采用G73复合循环编写程序时应注意那些问题
简述分别用G71与G73进行粗加工圆