第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页课程设计与综合训练题目设计“CA604拨叉831007”零件的机械加工工艺规则第1章零件分析1
1零件的作用题目所给零件为CA6140车床的拨叉831007
拨叉位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用
零件上方的φ22孔与操纵机构相连,而下方的φ55半孔则是用于与所控制齿轮所在的轴接触
通过上方的力拨动下方的齿轮变速
2设计任务根据所给零件的尺寸和精度要求,查阅有关手册资料,应用所学机械制造技术和机械制造装备的相关知识,设计出零件合理的加工工艺过程,制成工艺流程卡片,并写出工艺设计的说明书
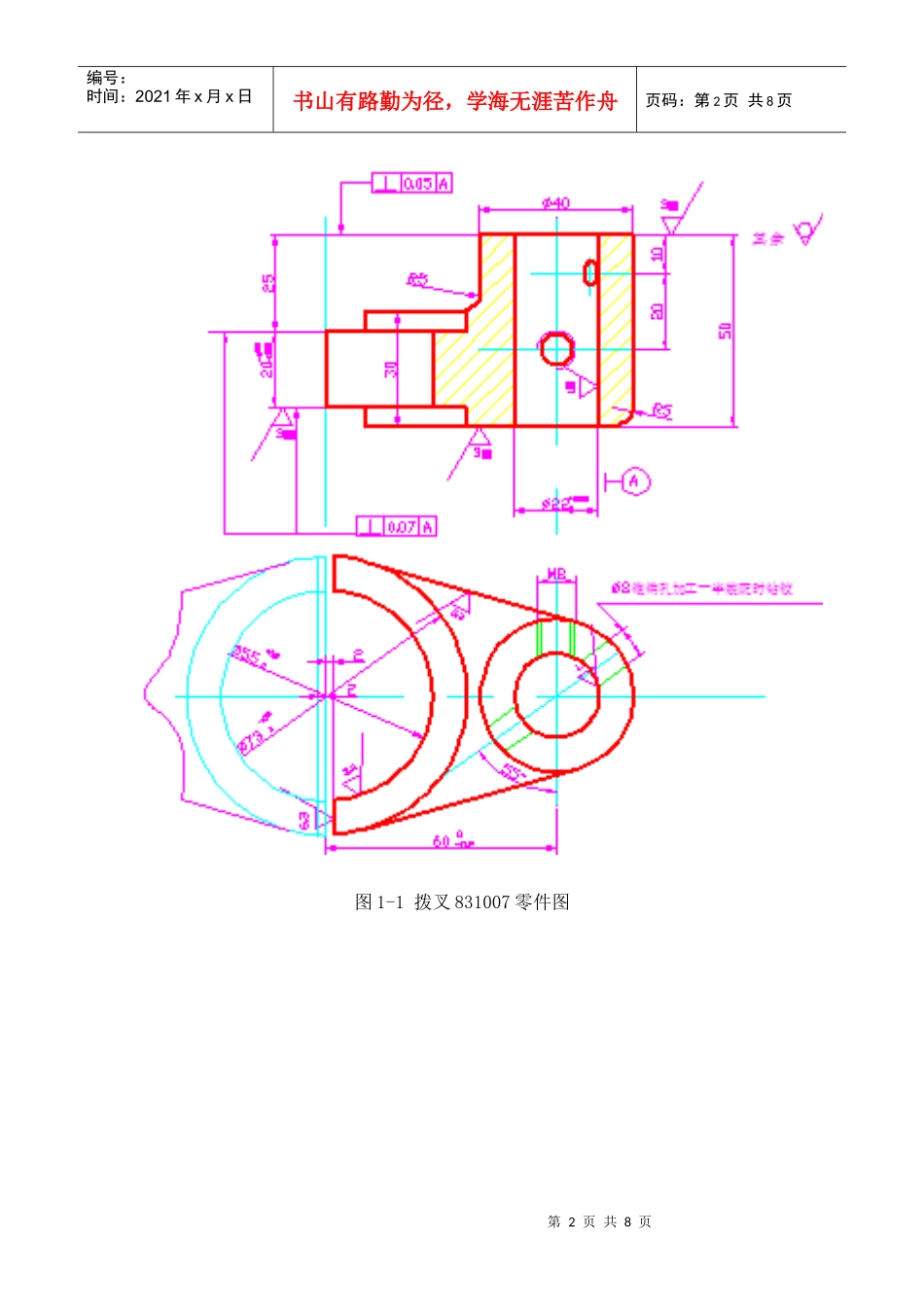
具体内容如下:1、零件图(如图1-1)1张2、毛坯图(如图1-2)1张3、机械加工工艺过程综合卡片1份4、课程设计说明书1份第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页图1-1拨叉831007零件图第3页共8页第2页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共8页图1-2毛坯图1
3主要加工面零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:1
1需要加工的表面第4页共8页第3页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共8页1圆柱Ф40的上下端面、孔Ф60的上下端面;2孔Ф22mm以及与此孔相通的Ф8mm的锥孔、M8螺纹孔;3大头半圆孔Ф60mm
2位置要求大头半圆孔两端面与小头孔中心线的垂直度误差为0
07mm,小头孔上端面与其中心线的垂直度误差为0
由上面分析可知,可以粗加工拨叉底面,然后以