第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页目录1
零件的加工工艺设计-----------------------11
1零件的工艺性审查1
2基准的选择2
拟定机械加工工艺路线--------------------32
1确定各加工表面的加工方法及路线3
选择机床设备及工艺设备-----------------74
小结--------------------------------------------85
参考文献--------------------------------------9第2页共9页第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页1
零件的加工工艺设计1
1零件的工艺性审查1
1零件的结构特点该零件是用三孔形成,中间孔为支力点,常常靠两头的小孔来传递动力作用,其中作为支力点的大孔为Φ90H6,小孔及耳部分别为Φ35H6和Φ25H6
2主要技术要求零件的主要技术要求为:连杆不得有裂纹、夹渣等缺陷
热处理后226~271HBS
2基准的选择1
1毛坯的类型及制造方法零件材料为45钢,考虑零件形状,应用模锻毛坯
由于零件是中批量生产,所以设备要充分利用,以减少投资、降低成本
故确定工艺的基本特征:毛坯采用效率高和质量较好的制造方法:拟定成的工艺过程卡和机械加工工序卡片
2确定毛坯的制造方法和技术要求
由于该零件的尺寸不大,而且工件上有许多表面不切削加工,故模锻
毛坯的技术要求:1
不得有裂纹、夹渣等缺陷/第3页共9页第2页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共9页2
锻造拔模斜度不大于7·3
正火处理226~271HBS4
喷砂,去毛刺1
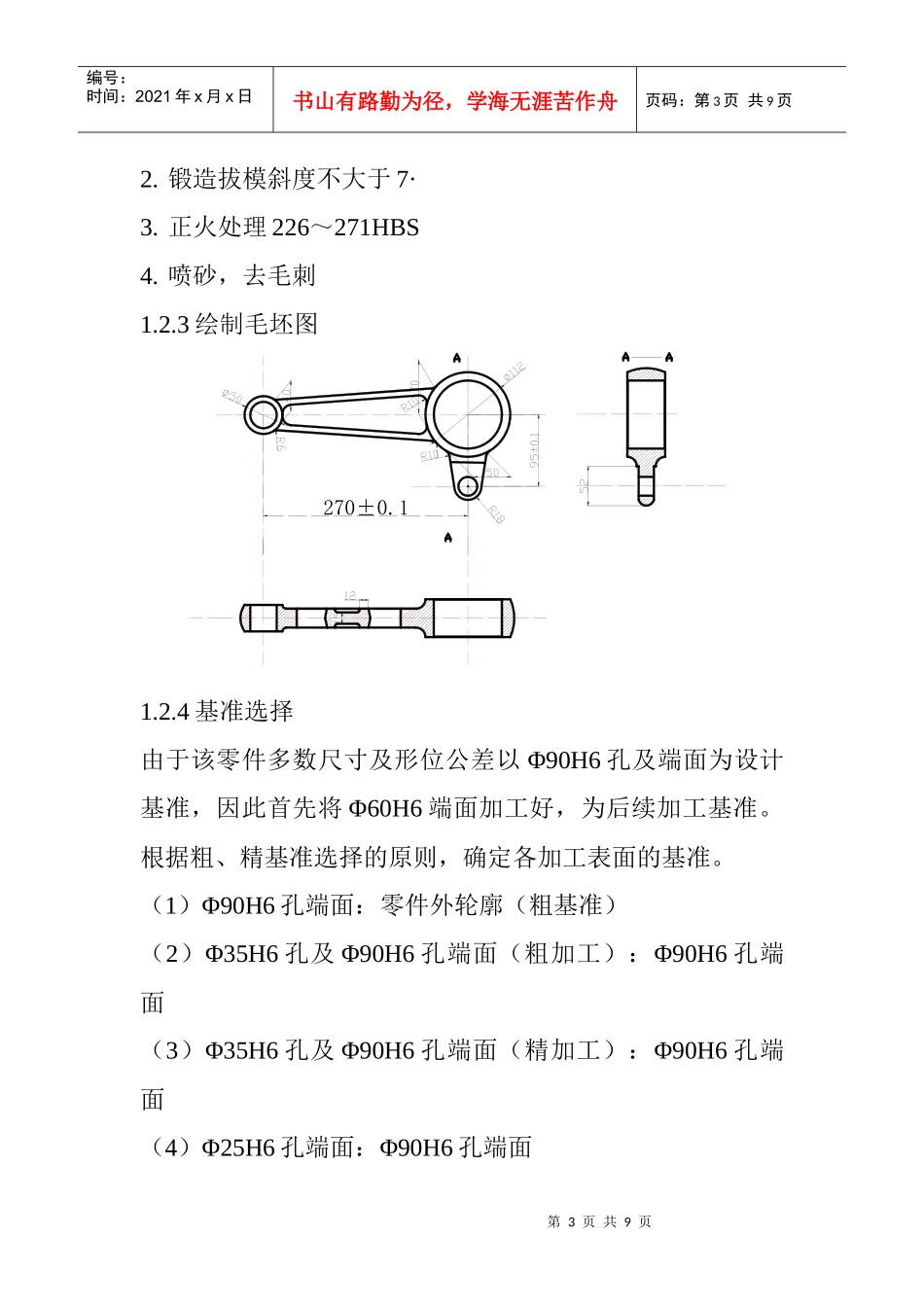
3绘制毛坯图1
4基准选择由于该零件多数尺寸及