第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共5页电弧焊接工艺守则1
适用范围及要求:本守则适用于碳钢、低合金钢的焊接工艺
焊工必须经过相关理论学习和实际培训,经考核并取得相应合格证书后,方可从事有关焊接工作
设备及工具2
交流电焊机BX3-300及BX3-500
软皮导线及焊钳等2
钢丝刷、尖头锤及工作台,必要的焊具等
焊接工艺过程3
根据焊接位置、接头形式和作业效率等选择合适的焊接辅助装置
对电焊机及附属设备严格进行检查,应确保电路及机械装置的正常运行
焊缝的坡口形式及尺寸可根据GB/T985,并结合具体工况条件确定,手工电弧焊所依根的规范见附表1及附表2
焊丝及坡口周围10~20mm范围内必须保持清洁,不得有影响焊接质量的铁锈、油污、水和涂料等异物
焊接顺序应根据具体结构条件合理确定
对于宽800mm的高、低压开关柜门子为了防止加工变形一般要求焊加强筋,特殊情况要结合实际解决
当没有工装能够确保工件立起来焊接的安全性时,应杜绝将工件立起来焊接
第2页共5页第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共5页4
焊接工艺参数的选择:4
清除焊件表面油污、锈蚀及水渍,并根据被焊件钢材性质及要求选用不同的电焊条,一般常用规格见表1:表1统一牌号国家标准药皮类型焊接电源主要用途备注结422T42-2钛钙型交流较重要的低碳结构T4224
定位焊缝应有足够的强度,一般定位焊缝的长度和间距见表2
如发现定位焊缝有夹渣、气孔和裂纹等缺陷,应将缺陷部分除尽后再补焊
表2定位焊缝的长度和间距mm板厚定位焊缝长度定位焊缝间距620~50200~5005
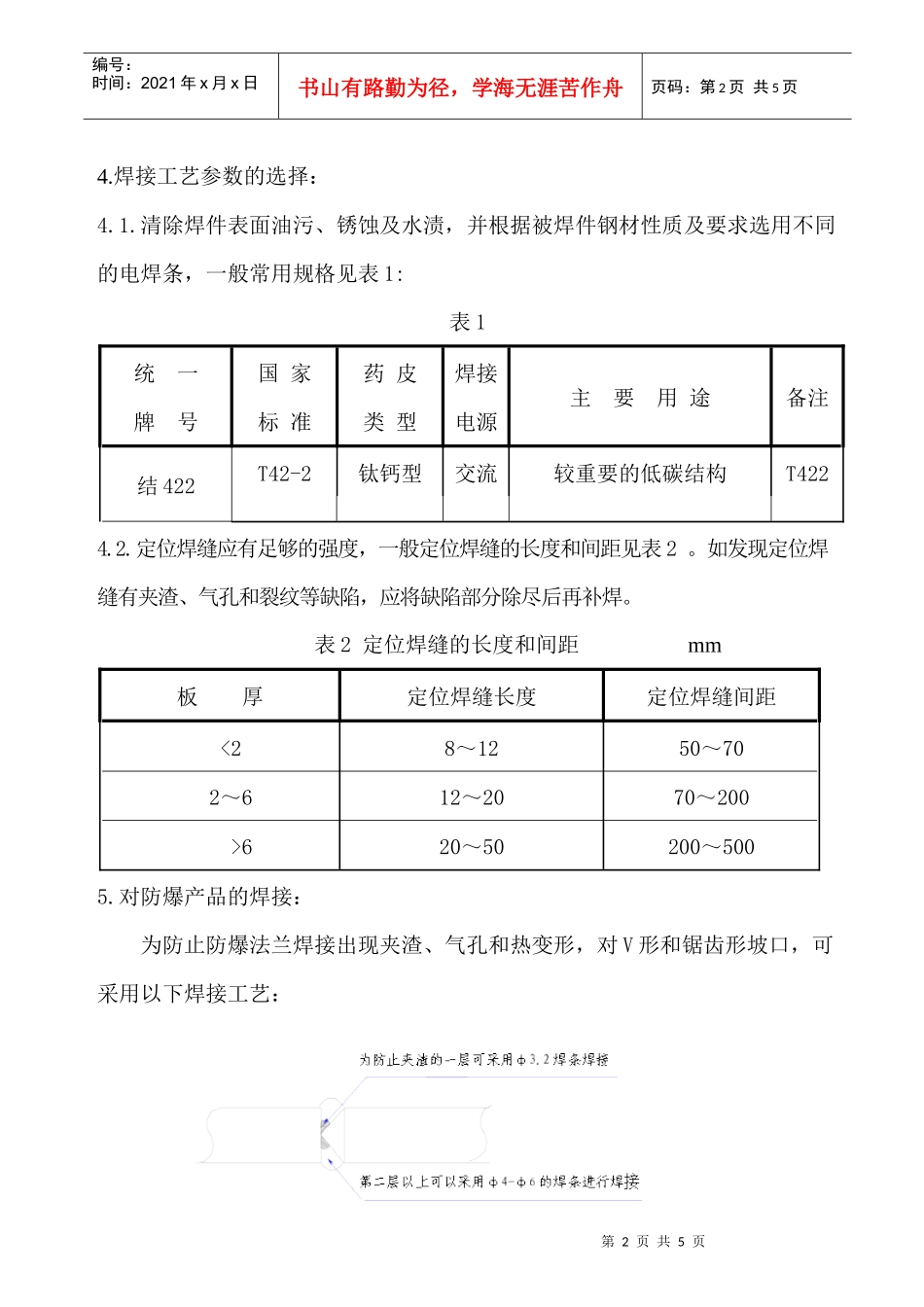
对防爆产品的焊接:为防止防爆法兰焊接出现夹渣、气孔和热变形,对V形和锯齿形坡口