第1页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共39页我的方法1
先用锥形刀具在刀柄扩孔,比如3mm直径,变成外部3
5mm,里面不变
先墩粗铆钉一头,用小锤,轻轻沿铆钉边缘捶打,直到形成一个近似锥形的端头
钢材的铆钉孔倒角,以防铆钉变形时被钢板挤出棱,倒角起容纳变形的作用
穿入铆钉,留1mm截断
轻轻墩铆钉外缘,墩数下后,压紧刀柄,使铆钉探出较多,继续这个步骤,直到留下较大的铆钉头
继续5,完成其他铆钉铆接7
最后整理每个铆钉,可两边同时进行
注意防止铆钉头劈裂
我因为喜欢铆钉孔、铆钉紧密配合(这样以后使用过程会极大的降低刀柄松脱可能),所以步骤3非常非常重要,因为第一个铆钉后,其他铆钉铆接时,可能被芯铁蹭出碎末,夹在刀柄、芯铁中,永远也无法铆紧
我也同时将柄材内部磨出凹,这样可存屑,可存胶,减少刀柄找平的研磨量,还可以建立预应力,使柄材将来的收缩向使铆接更紧的方向
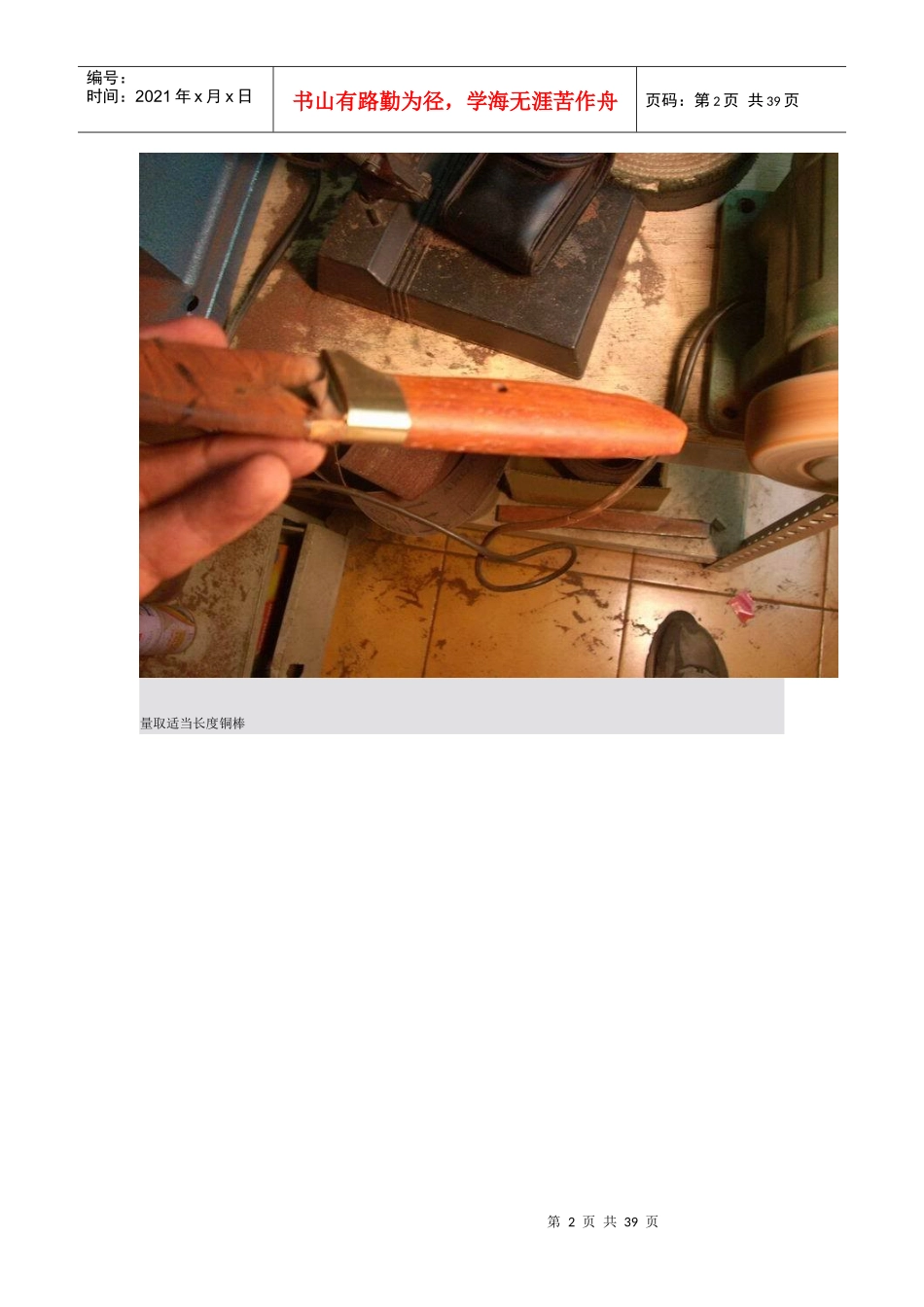
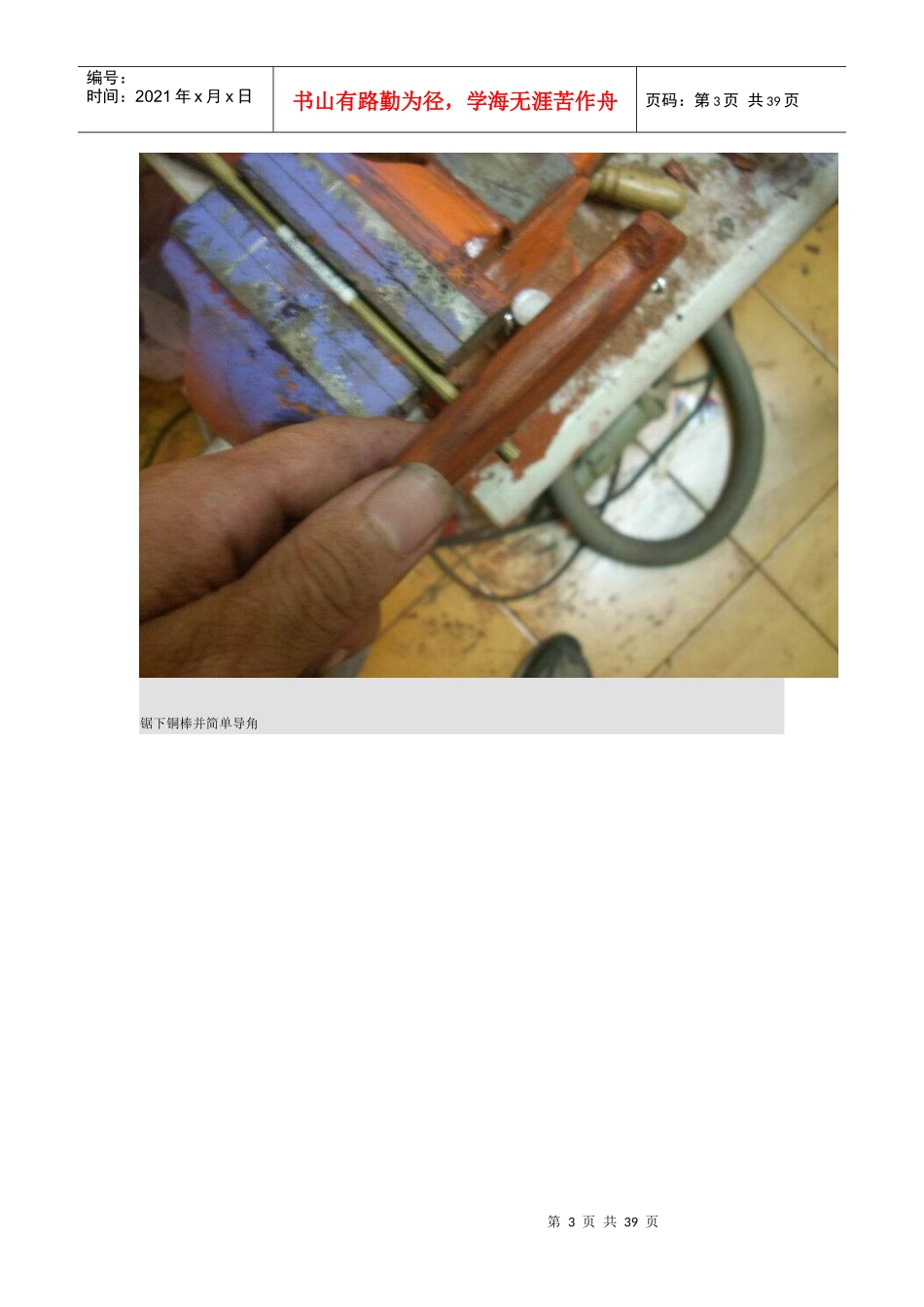
续集来罗这个阶段几乎可以看出完工後的样子了有完整的铆钉制作纪录想学贯穿式铆钉做法的朋友可以参考喔#36~#80砂带粗磨去除菱角後概略修出刀柄曲面最後用砂布轮修整外型并磨出护手指凹弧面第2页共39页第1页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共39页量取适当长度铜棒第3页共39页第2页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共39页锯下铜棒并简单导角第4页共39页第3页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共39页这里使用的是耐高温4分钟快乾AB胶第5页共39页第4页共39页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共39页孔位跟孔径相当精准手推只能塞进不到一公分:cool:垫个螺帽用虎钳逼进去第6页