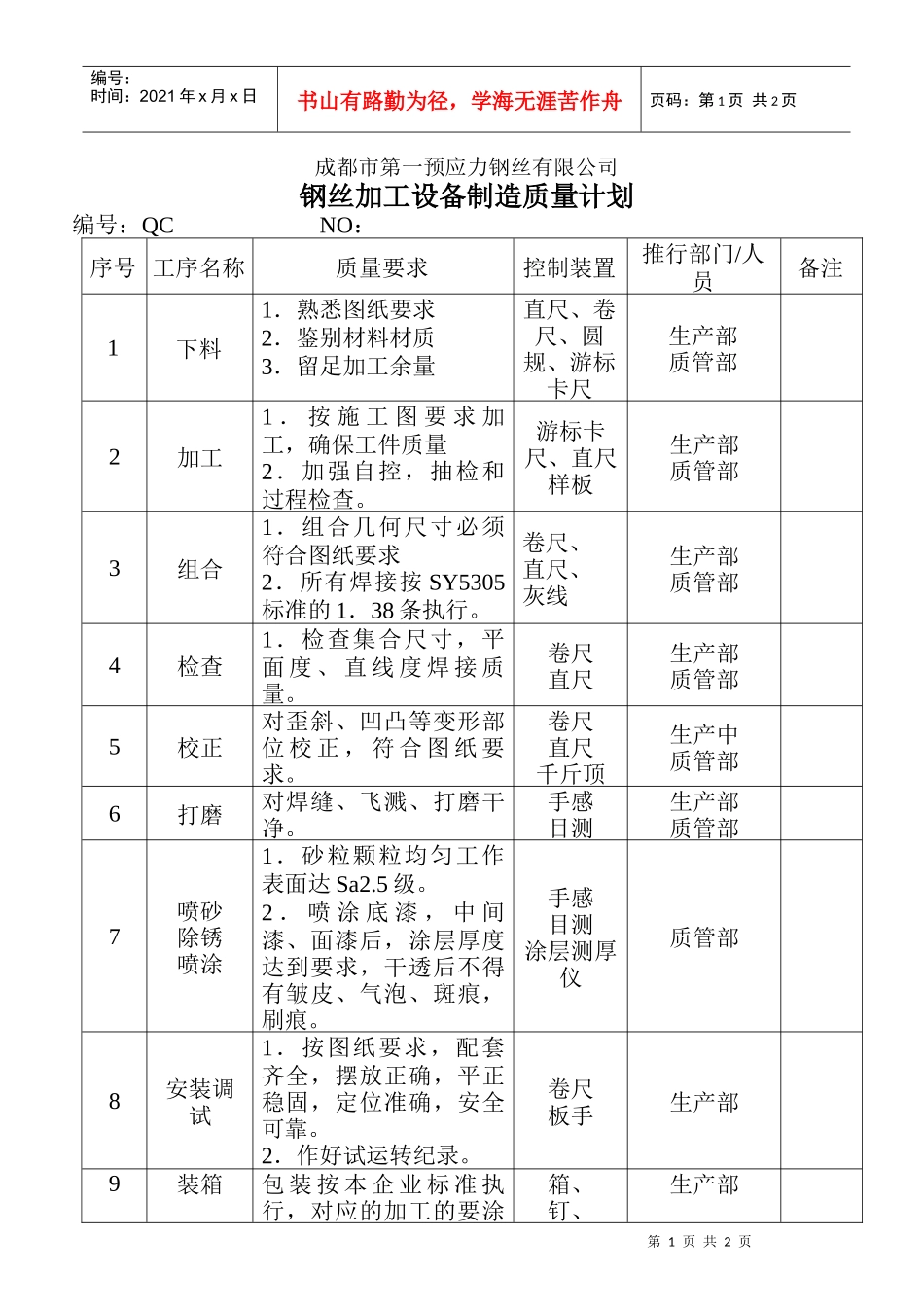
第1页共2页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共2页成都市第一预应力钢丝有限公司钢丝加工设备制造质量计划编号:QCNO:序号工序名称质量要求控制装置推行部门/人员备注1下料1.熟悉图纸要求2.鉴别材料材质3.留足加工余量直尺、卷尺、圆规、游标卡尺生产部质管部2加工1.按施工图要求加工,确保工件质量2.加强自控,抽检和过程检查
游标卡尺、直尺样板生产部质管部3组合1.组合几何尺寸必须符合图纸要求2.所有焊接按SY5305标准的1.38条执行
卷尺、直尺、灰线生产部质管部4检查1.检查集合尺寸,平面度、直线度焊接质量
卷尺直尺生产部质管部5校正对歪斜、凹凸等变形部位校正,符合图纸要求
卷尺直尺千斤顶生产中质管部6打磨对焊缝、飞溅、打磨干净
手感目测生产部质管部7喷砂除锈喷涂1.砂粒颗粒均匀工作表面达Sa2
2.喷涂底漆,中间漆、面漆后,涂层厚度达到要求,干透后不得有皱皮、气泡、斑痕,刷痕
手感目测涂层测厚仪质管部8安装调试1.按图纸要求,配套齐全,摆放正确,平正稳固,定位准确,安全可靠
2.作好试运转纪录
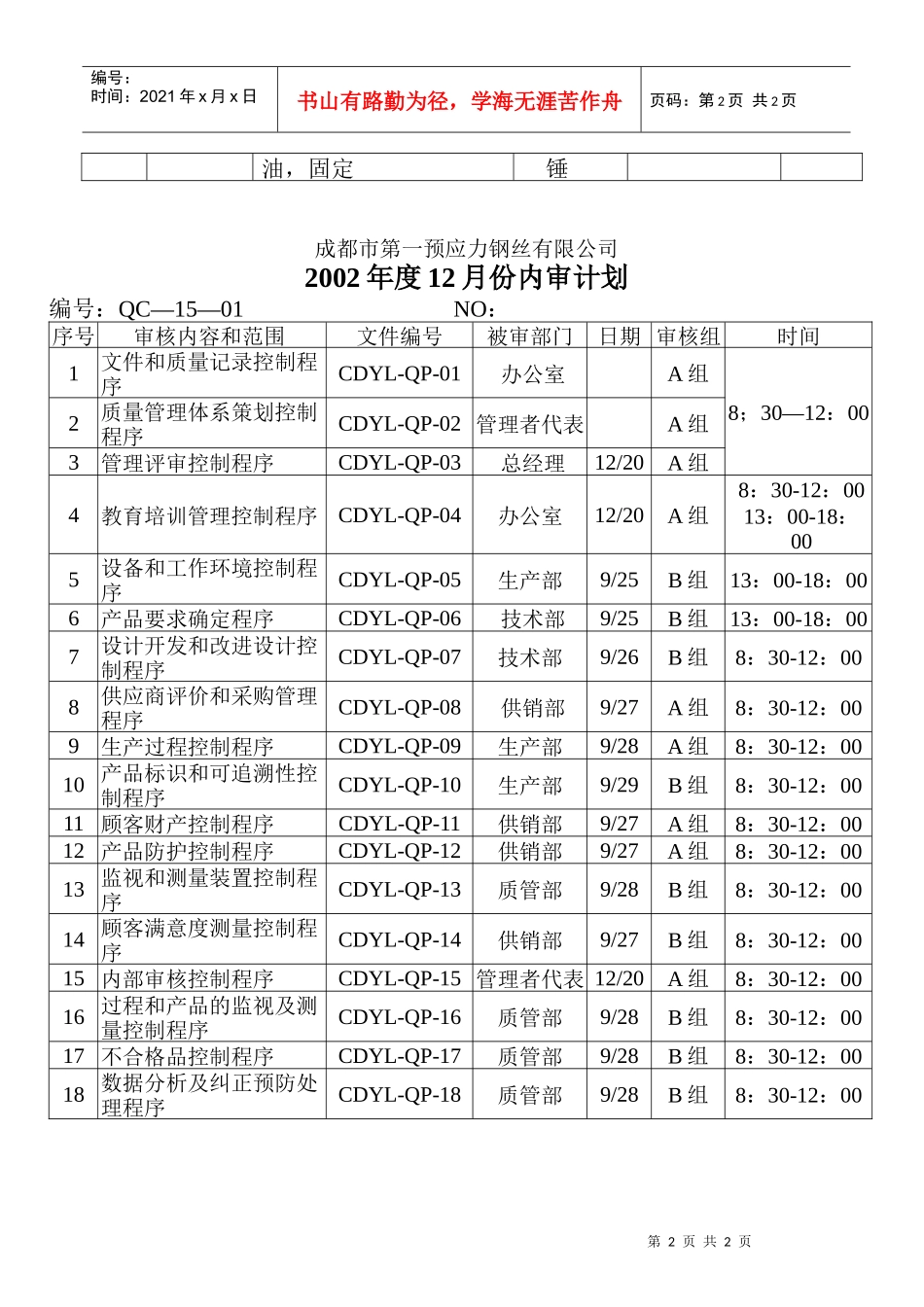
卷尺板手生产部9装箱包装按本企业标准执行,对应的加工的要涂箱、钉、生产部第2页共2页第1页共2页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共2页油,固定锤成都市第一预应力钢丝有限公司2002年度12月份内审计划编号:QC—15—01NO:序号审核内容和范围文件编号被审部门日期审核组时间1文件和质量记录控制程序CDYL-QP-01办公室A组8;30—12:002质量管理体系策划控制程序CDYL-QP-02管理者代表A组3管理评审控制程序CDYL-QP-03总经理12/20A组4教育培训管理控制程序CDYL-QP-04办公室12/20A组8:30-12:0013:00-18:005设备和工作环境控制程序CD