第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页锅炉焊接工艺卡锅炉台号02锅炉型号QCF159/572-15
5部件名称上升管工艺评定及编号HGP-12工作压力Mpa2
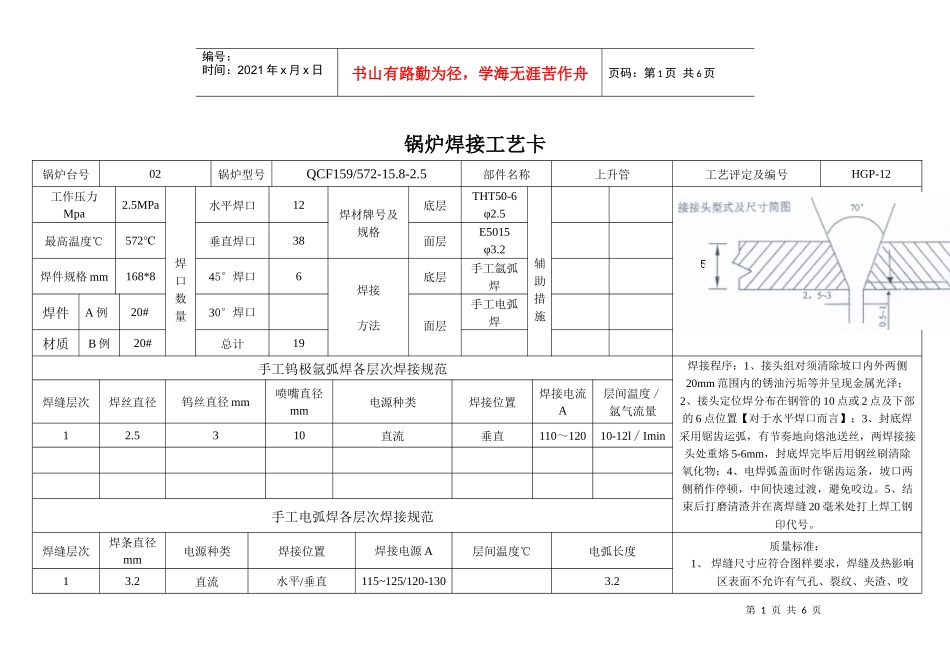
5MPa焊口数量水平焊口12焊材牌号及规格底层THT50-6φ2
5辅助措施最高温度℃572℃垂直焊口38面层E5015φ3
2焊件规格mm168*845°焊口6焊接方法底层手工氩弧焊焊件A例20#30°焊口面层手工电弧焊材质B例20#总计19手工钨极氩弧焊各层次焊接规范焊接程序:1、接头组对须清除坡口内外两侧20mm范围内的锈油污垢等并呈现金属光泽;2、接头定位焊分布在钢管的10点或2点及下部的6点位置【对于水平焊口而言】;3、封底焊采用锯齿运弧,有节奏地向熔池送丝,两焊接接头处重熔5-6mm,封底焊完毕后用钢丝刷清除氧化物;4、电焊弧盖面时作锯齿运条,坡口两侧稍作停顿,中间快速过渡,避免咬边
5、结束后打磨清渣并在离焊缝20毫米处打上焊工钢印代号
焊缝层次焊丝直径钨丝直径mm喷嘴直径mm电源种类焊接位置焊接电流A层间温度/氩气流量12
5310直流垂直110~12010-12l∕Imin手工电弧焊各层次焊接规范焊缝层次焊条直径mm电源种类焊接位置焊接电源A层间温度℃电弧长度质量标准:1、焊缝尺寸应符合图样要求,焊缝及热影响区表面不允许有气孔、裂纹、夹渣、咬13
2直流水平/垂直115~125/120-1303
2第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页边、弧坑、焊瘤、熔渣飞溅等缺陷,焊缝与母材保持圆滑过渡
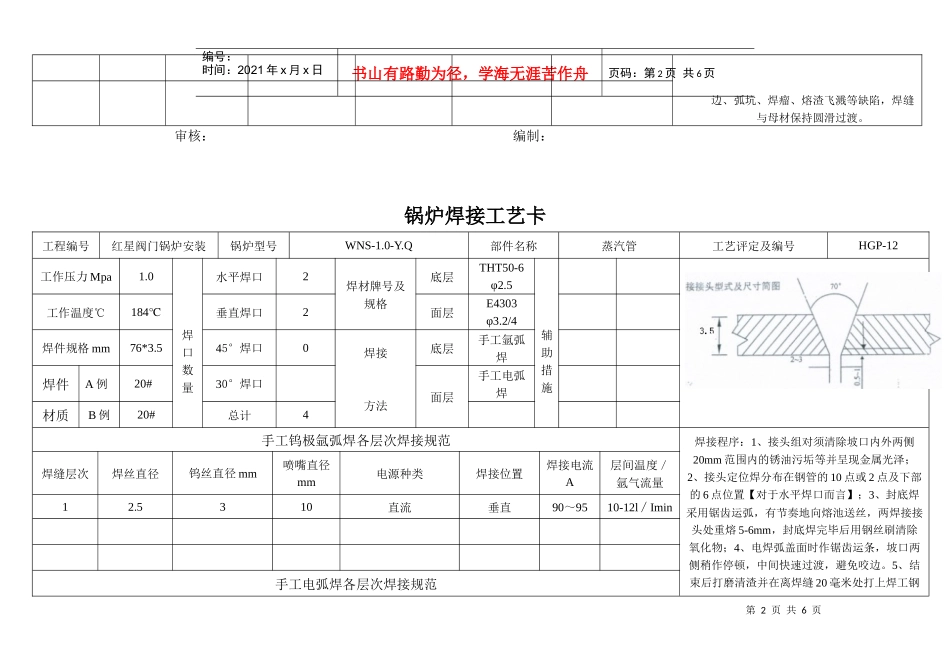
审核:编制:锅炉焊接工艺卡工程编号红星阀门锅炉安装锅炉型号WNS-1
Q部件名称蒸汽管工艺评定及编号HGP-12工作压力Mpa1
0焊口数量水平焊口2焊材牌号及规格底层THT50-6