第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页第1章选择与分析塑料原料1
1选择制作材料漱口杯属于日常用品,需要大批量生产
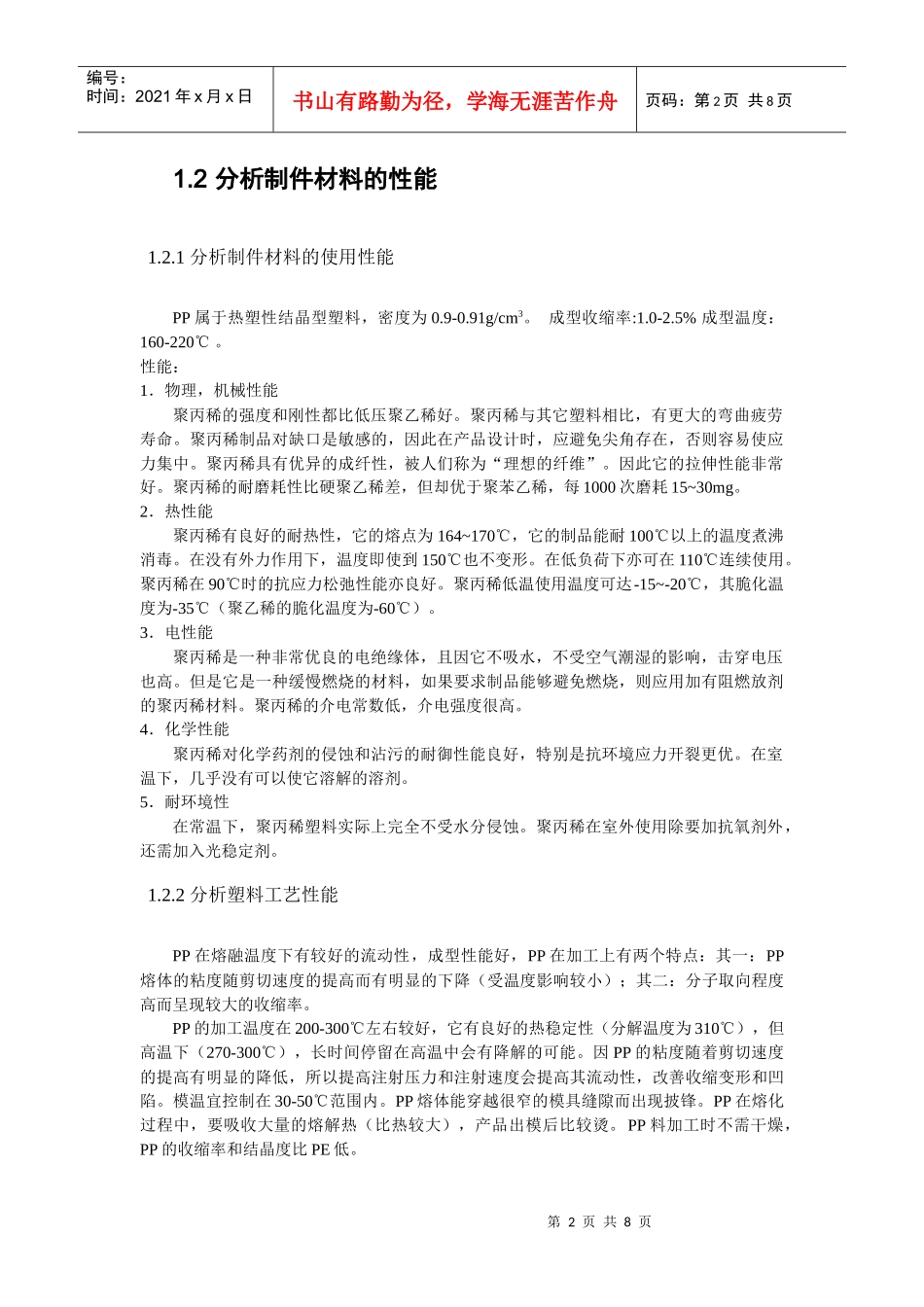
图1-1三维图图1-2二维图通过查阅《塑料成型模具与设备》的表2-3常用热塑性塑料的使用性能,对多种塑料的性能与应用进行综合比较,漱口杯选用材料为PP(聚丙烯)
第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页1
2分析制件材料的性能1
1分析制件材料的使用性能PP属于热塑性结晶型塑料,密度为0
91g/cm3
成型收缩率:1
5%成型温度:160-220℃
性能:1.物理,机械性能聚丙稀的强度和刚性都比低压聚乙稀好
聚丙稀与其它塑料相比,有更大的弯曲疲劳寿命
聚丙稀制品对缺口是敏感的,因此在产品设计时,应避免尖角存在,否则容易使应力集中
聚丙稀具有优异的成纤性,被人们称为“理想的纤维”
因此它的拉伸性能非常好
聚丙稀的耐磨耗性比硬聚乙稀差,但却优于聚苯乙稀,每1000次磨耗15~30mg
2.热性能聚丙稀有良好的耐热性,它的熔点为164~170℃,它的制品能耐100℃以上的温度煮沸消毒
在没有外力作用下,温度即使到150℃也不变形
在低负荷下亦可在110℃连续使用
聚丙稀在90℃时的抗应力松弛性能亦良好
聚丙稀低温使用温度可达-15~-20℃,其脆化温度为-35℃(聚乙稀的脆化温度为-60℃)
3.电性能聚丙稀是一种非常优良的电绝缘体,且因它不吸水,不受空气潮湿的影响,击穿电压也高
但是它是一种缓慢燃烧的材料,如果要求制品能够避免燃烧,则应用加有阻燃放剂的聚丙稀材料
聚丙稀的介电常数低,介电强度很高
4.化学性能聚丙稀对化学药剂的侵蚀和沾污的耐御性能良好,特别是抗环境应力开裂更优
在室温下,几乎没有可以使它溶解的溶剂
5.耐环境性在常