第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页万能法轧制JIS50KgN钢轨孔型设计与生产实践2009-6-24杜斌张金明供稿2002年以前,中国生产钢轨采用的是横列式轧机的孔型轧制法,2002年12月,经过技术改造,鞍钢新轧大型厂万能轧制生产线试车成功,结束了长期以来,我国无法采用万能轧制法轧制钢轨的历史,标志着我国钢轨生产的装备和轧制技术水平达到了世界领先地位
该万能轧机机组由德国SMS公司设计制造,并首次在该机组上使用了液压AGC(辊缝自动控制系统)与TCS张力控制系统,提高了轧机的轧制精度
2003年该生产线成功开发并生产了50KgN重轨,全部出口到台湾
万能轧制线工艺介绍由炼钢厂生产的连铸坯,在850℃左右装入步进式加热炉,加热到1250℃的钢坯经高压水第一次除磷后,由Φ1150轧机(以下称BD1轧机)、Φ1100轧机(以下称BD1轧机)轧制,再经第二次除磷后经万能机组轧制成成品;100米轧件经热锯锯切成定尺或倍尺,通过热打印机在轧件上打印标识后,上步进式冷床进行预弯、冷却
万能法轧制50kgN钢轨的孔型设计孔型系统该万能生产线轧制50KgN重轨采用的孔型系统为“箱形孔+帽形孔+轨型孔+万能孔+轧边孔”
其中BD1轧机配置箱型孔,BD2轧机配置帽形孔+轨型孔
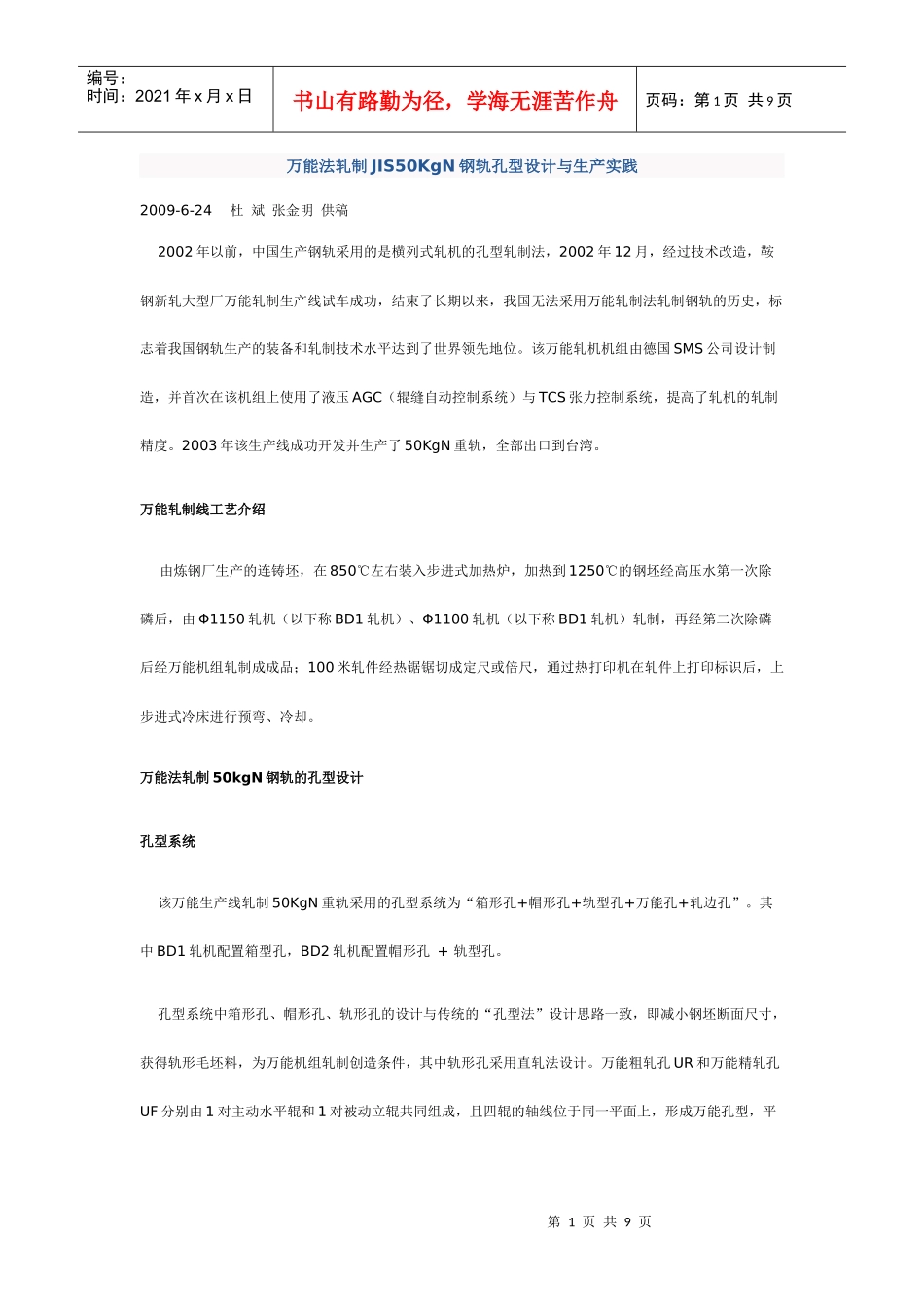
孔型系统中箱形孔、帽形孔、轨形孔的设计与传统的“孔型法”设计思路一致,即减小钢坯断面尺寸,获得轨形毛坯料,为万能机组轧制创造条件,其中轨形孔采用直轧法设计
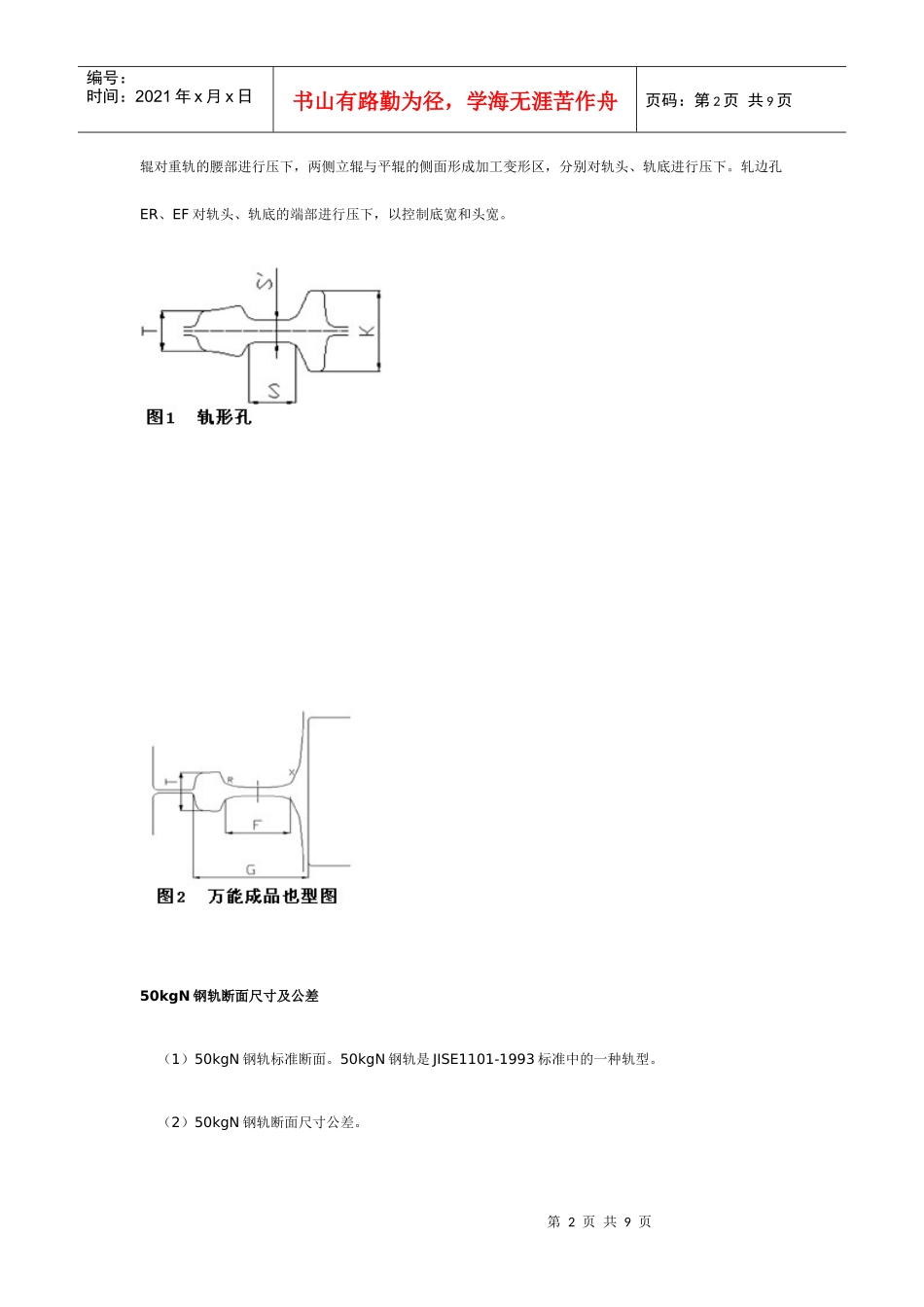
万能粗轧孔UR和万能精轧孔UF分别由1对主动水平辊和1对被动立辊共同组成,且四辊的轴线位于同一平面上,形成万能孔型,平第2页共9页第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页辊对重轨的腰部进行压下,两侧立辊与平辊的侧面形成加工变形区,分别对轨头、轨底进行压下